
Objetivo de campo
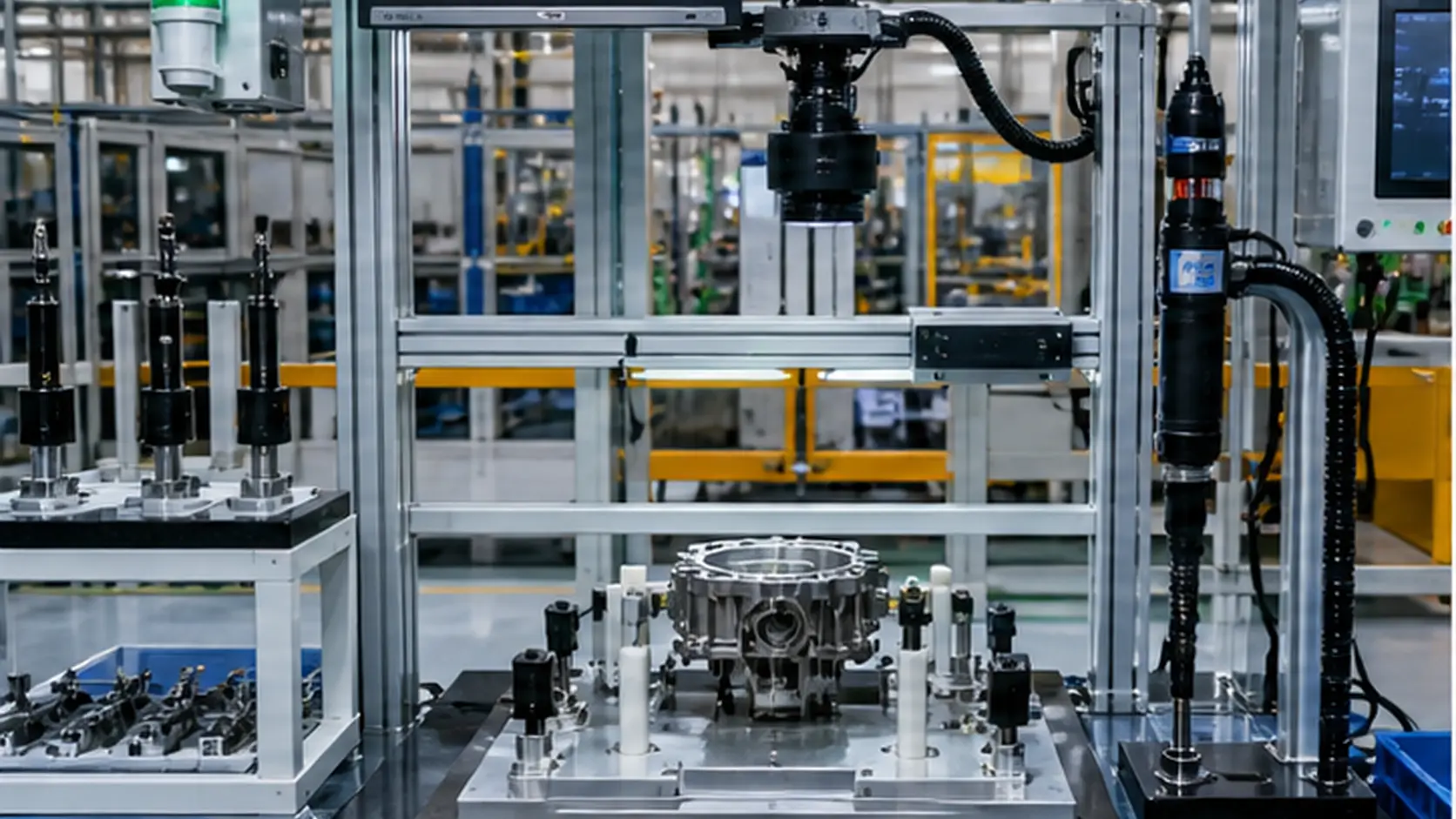
Em linha de montagem manual automotiva, o objetivo não é uma demonstração, mas operação estável. SOP-200 estacao de verificacao visual de operacao precisa respeitar takt real, variantes, regras de defeito e ações do operador antes de avaliar revisão de instalação.
Para Objetivo de campo, a equipe deve transformar takt, troca de modelo, definição de defeito, responsabilidade de revisão e limite de parada de linha de montagem manual automotiva em checklist executável. SOP-200 estacao de verificacao visual de operacao não é câmera ou software isolado; deve ser validado com gabarito, luz, trigger, PLC, edge computing, armazenamento local e operação. Assim revisão de instalação vira evidência.
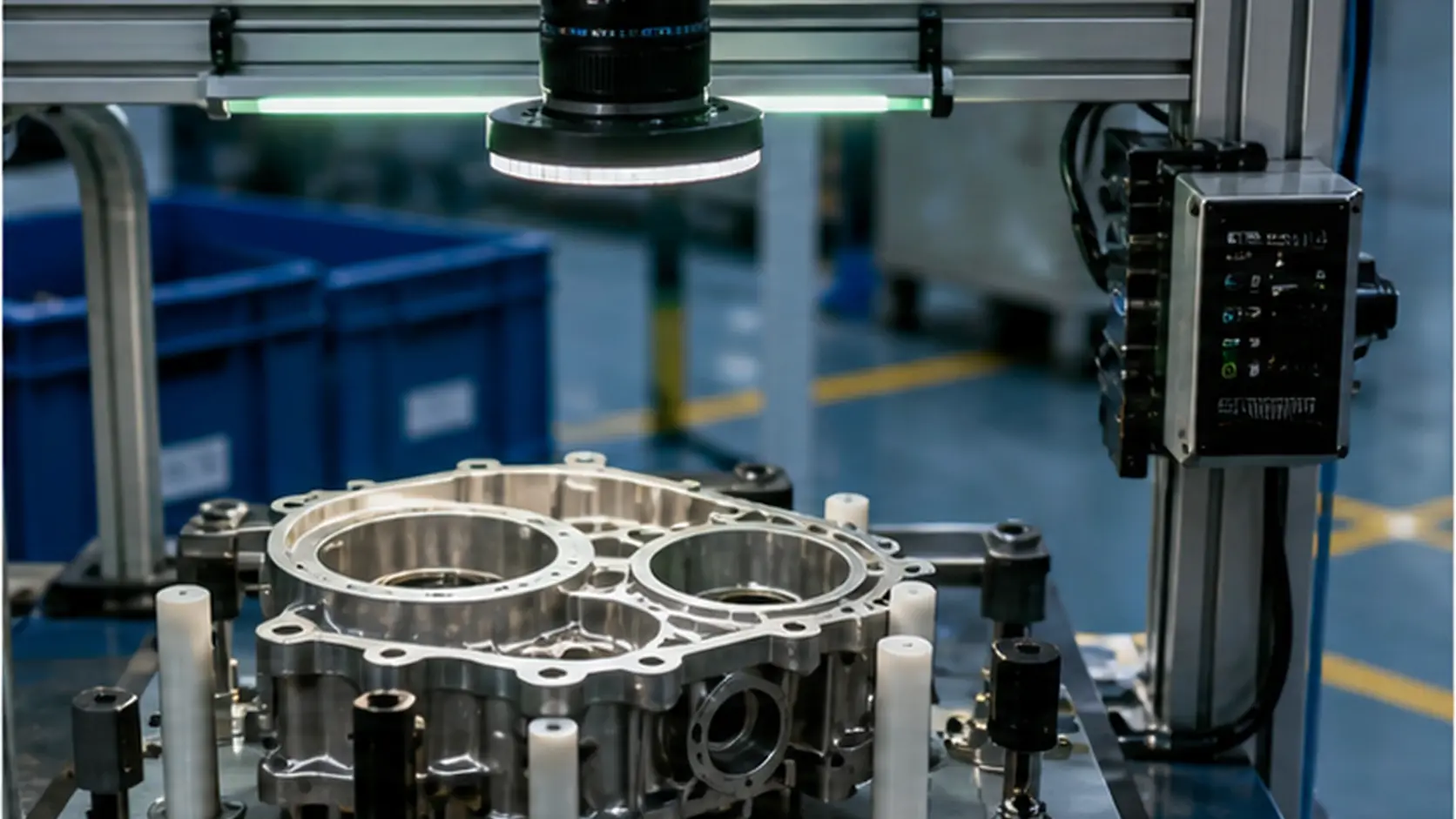
No lado do equipamento, o algoritmo não decide sozinho. Campo de visão, ângulo de luz, pose da peça, vibração, poeira, reflexão, deriva térmica e pneumática afetam o resultado. Se essas entradas variam, treinamento adicional perde efeito. O artigo deve explicar limites de máquina, ambiente e operação.
No lado dos dados, SOP-200 estacao de verificacao visual de operacao deve unir imagem original, resultado, lote, receita, versão do modelo, ordem, alarme, revisão e sinal de rejeição. Sem rede, inspeção local, evidência e rejeição continuam; com rede, dados sincronizam com cloud ou MES. Isso sustenta autonomia edge e rastreabilidade.
Na aceitação, uma captura bem-sucedida não prova revisão de instalação. Um relatório forte cobre operação contínua, margem de ciclo, falso rejeito, risco de defeito perdido, recuperação, permissões, amostras, campos de relatório e manutenção. Assim o sistema continua explicável após o start.

Na avaliação do projeto, compradores não olham apenas o modelo. Eles perguntam sobre escopo do equipamento, seleção de câmera e luz, limites de inspeção, rastreabilidade, integração PLC, integração MES e riscos de retrofit. Objetivo de campo deve responder com base nas condições reais da linha.
Escopo do sistema
SOP-200 estacao de verificacao visual de operacao une imagem, controle, algoritmo, dados e integração da linha. Câmera, lente, luz, gatilho, gabarito, transporte e receita devem formar uma fronteira comum.
Para Escopo do sistema, a equipe deve transformar takt, troca de modelo, definição de defeito, responsabilidade de revisão e limite de parada de linha de montagem manual automotiva em checklist executável. SOP-200 estacao de verificacao visual de operacao não é câmera ou software isolado; deve ser validado com gabarito, luz, trigger, PLC, edge computing, armazenamento local e operação. Assim revisão de instalação vira evidência.
No lado do equipamento, o algoritmo não decide sozinho. Campo de visão, ângulo de luz, pose da peça, vibração, poeira, reflexão, deriva térmica e pneumática afetam o resultado. Se essas entradas variam, treinamento adicional perde efeito. O artigo deve explicar limites de máquina, ambiente e operação.
No lado dos dados, SOP-200 estacao de verificacao visual de operacao deve unir imagem original, resultado, lote, receita, versão do modelo, ordem, alarme, revisão e sinal de rejeição. Sem rede, inspeção local, evidência e rejeição continuam; com rede, dados sincronizam com cloud ou MES. Isso sustenta autonomia edge e rastreabilidade.
Na aceitação, uma captura bem-sucedida não prova revisão de instalação. Um relatório forte cobre operação contínua, margem de ciclo, falso rejeito, risco de defeito perdido, recuperação, permissões, amostras, campos de relatório e manutenção. Assim o sistema continua explicável após o start.
Na avaliação do projeto, compradores não olham apenas o modelo. Eles perguntam sobre escopo do equipamento, seleção de câmera e luz, limites de inspeção, rastreabilidade, integração PLC, integração MES e riscos de retrofit. Escopo do sistema deve responder com base nas condições reais da linha.
Instalação
A instalação deve controlar ângulo de luz, campo de visão, repetibilidade, gatilho, cabos, ar e temperatura do painel. Pequena deriva pode gerar falso rejeito ou imagem perdida.
Para Instalação, a equipe deve transformar takt, troca de modelo, definição de defeito, responsabilidade de revisão e limite de parada de linha de montagem manual automotiva em checklist executável. SOP-200 estacao de verificacao visual de operacao não é câmera ou software isolado; deve ser validado com gabarito, luz, trigger, PLC, edge computing, armazenamento local e operação. Assim revisão de instalação vira evidência.
No lado do equipamento, o algoritmo não decide sozinho. Campo de visão, ângulo de luz, pose da peça, vibração, poeira, reflexão, deriva térmica e pneumática afetam o resultado. Se essas entradas variam, treinamento adicional perde efeito. O artigo deve explicar limites de máquina, ambiente e operação.
No lado dos dados, SOP-200 estacao de verificacao visual de operacao deve unir imagem original, resultado, lote, receita, versão do modelo, ordem, alarme, revisão e sinal de rejeição. Sem rede, inspeção local, evidência e rejeição continuam; com rede, dados sincronizam com cloud ou MES. Isso sustenta autonomia edge e rastreabilidade.
Na aceitação, uma captura bem-sucedida não prova revisão de instalação. Um relatório forte cobre operação contínua, margem de ciclo, falso rejeito, risco de defeito perdido, recuperação, permissões, amostras, campos de relatório e manutenção. Assim o sistema continua explicável após o start.
Na avaliação do projeto, compradores não olham apenas o modelo. Eles perguntam sobre escopo do equipamento, seleção de câmera e luz, limites de inspeção, rastreabilidade, integração PLC, integração MES e riscos de retrofit. Instalação deve responder com base nas condições reais da linha.
PLC, MES e dados locais
OK/NG não basta. Sinal PLC, ordem MES, lote, receita, versão do modelo, imagem e revisão devem ficar localmente e sincronizar quando houver rede.
Para PLC, MES e dados locais, a equipe deve transformar takt, troca de modelo, definição de defeito, responsabilidade de revisão e limite de parada de linha de montagem manual automotiva em checklist executável. SOP-200 estacao de verificacao visual de operacao não é câmera ou software isolado; deve ser validado com gabarito, luz, trigger, PLC, edge computing, armazenamento local e operação. Assim revisão de instalação vira evidência.
No lado do equipamento, o algoritmo não decide sozinho. Campo de visão, ângulo de luz, pose da peça, vibração, poeira, reflexão, deriva térmica e pneumática afetam o resultado. Se essas entradas variam, treinamento adicional perde efeito. O artigo deve explicar limites de máquina, ambiente e operação.
No lado dos dados, SOP-200 estacao de verificacao visual de operacao deve unir imagem original, resultado, lote, receita, versão do modelo, ordem, alarme, revisão e sinal de rejeição. Sem rede, inspeção local, evidência e rejeição continuam; com rede, dados sincronizam com cloud ou MES. Isso sustenta autonomia edge e rastreabilidade.
Na aceitação, uma captura bem-sucedida não prova revisão de instalação. Um relatório forte cobre operação contínua, margem de ciclo, falso rejeito, risco de defeito perdido, recuperação, permissões, amostras, campos de relatório e manutenção. Assim o sistema continua explicável após o start.
Na avaliação do projeto, compradores não olham apenas o modelo. Eles perguntam sobre escopo do equipamento, seleção de câmera e luz, limites de inspeção, rastreabilidade, integração PLC, integração MES e riscos de retrofit. PLC, MES e dados locais deve responder com base nas condições reais da linha.
Amostras e revisão
A biblioteca deve ter peças boas, defeitos típicos, limites e bons difíceis. Responsabilidade de revisão e reversão do modelo precisam estar definidos.
Para Amostras e revisão, a equipe deve transformar takt, troca de modelo, definição de defeito, responsabilidade de revisão e limite de parada de linha de montagem manual automotiva em checklist executável. SOP-200 estacao de verificacao visual de operacao não é câmera ou software isolado; deve ser validado com gabarito, luz, trigger, PLC, edge computing, armazenamento local e operação. Assim revisão de instalação vira evidência.
No lado do equipamento, o algoritmo não decide sozinho. Campo de visão, ângulo de luz, pose da peça, vibração, poeira, reflexão, deriva térmica e pneumática afetam o resultado. Se essas entradas variam, treinamento adicional perde efeito. O artigo deve explicar limites de máquina, ambiente e operação.
No lado dos dados, SOP-200 estacao de verificacao visual de operacao deve unir imagem original, resultado, lote, receita, versão do modelo, ordem, alarme, revisão e sinal de rejeição. Sem rede, inspeção local, evidência e rejeição continuam; com rede, dados sincronizam com cloud ou MES. Isso sustenta autonomia edge e rastreabilidade.
Na aceitação, uma captura bem-sucedida não prova revisão de instalação. Um relatório forte cobre operação contínua, margem de ciclo, falso rejeito, risco de defeito perdido, recuperação, permissões, amostras, campos de relatório e manutenção. Assim o sistema continua explicável após o start.
Na avaliação do projeto, compradores não olham apenas o modelo. Eles perguntam sobre escopo do equipamento, seleção de câmera e luz, limites de inspeção, rastreabilidade, integração PLC, integração MES e riscos de retrofit. Amostras e revisão deve responder com base nas condições reais da linha.
Aceitação
A aceitação deve cobrir detecção, ação da linha, dados e manutenção. Operação contínua, ciclo, falso rejeito, defeito perdido, recuperação, permissões e rastreio ficam no mesmo relatório.
Para Aceitação, a equipe deve transformar takt, troca de modelo, definição de defeito, responsabilidade de revisão e limite de parada de linha de montagem manual automotiva em checklist executável. SOP-200 estacao de verificacao visual de operacao não é câmera ou software isolado; deve ser validado com gabarito, luz, trigger, PLC, edge computing, armazenamento local e operação. Assim revisão de instalação vira evidência.
No lado do equipamento, o algoritmo não decide sozinho. Campo de visão, ângulo de luz, pose da peça, vibração, poeira, reflexão, deriva térmica e pneumática afetam o resultado. Se essas entradas variam, treinamento adicional perde efeito. O artigo deve explicar limites de máquina, ambiente e operação.
No lado dos dados, SOP-200 estacao de verificacao visual de operacao deve unir imagem original, resultado, lote, receita, versão do modelo, ordem, alarme, revisão e sinal de rejeição. Sem rede, inspeção local, evidência e rejeição continuam; com rede, dados sincronizam com cloud ou MES. Isso sustenta autonomia edge e rastreabilidade.
Na aceitação, uma captura bem-sucedida não prova revisão de instalação. Um relatório forte cobre operação contínua, margem de ciclo, falso rejeito, risco de defeito perdido, recuperação, permissões, amostras, campos de relatório e manutenção. Assim o sistema continua explicável após o start.
Na avaliação do projeto, compradores não olham apenas o modelo. Eles perguntam sobre escopo do equipamento, seleção de câmera e luz, limites de inspeção, rastreabilidade, integração PLC, integração MES e riscos de retrofit. Aceitação deve responder com base nas condições reais da linha.
Manutenção e réplica
Após entrar em produção, verifique luz, lentes, gabaritos, disco, versão de modelo e amostras. Para replicar, guarde receitas, amostras, treinamento e incidentes.
Para Manutenção e réplica, a equipe deve transformar takt, troca de modelo, definição de defeito, responsabilidade de revisão e limite de parada de linha de montagem manual automotiva em checklist executável. SOP-200 estacao de verificacao visual de operacao não é câmera ou software isolado; deve ser validado com gabarito, luz, trigger, PLC, edge computing, armazenamento local e operação. Assim revisão de instalação vira evidência.
No lado do equipamento, o algoritmo não decide sozinho. Campo de visão, ângulo de luz, pose da peça, vibração, poeira, reflexão, deriva térmica e pneumática afetam o resultado. Se essas entradas variam, treinamento adicional perde efeito. O artigo deve explicar limites de máquina, ambiente e operação.
No lado dos dados, SOP-200 estacao de verificacao visual de operacao deve unir imagem original, resultado, lote, receita, versão do modelo, ordem, alarme, revisão e sinal de rejeição. Sem rede, inspeção local, evidência e rejeição continuam; com rede, dados sincronizam com cloud ou MES. Isso sustenta autonomia edge e rastreabilidade.
Na aceitação, uma captura bem-sucedida não prova revisão de instalação. Um relatório forte cobre operação contínua, margem de ciclo, falso rejeito, risco de defeito perdido, recuperação, permissões, amostras, campos de relatório e manutenção. Assim o sistema continua explicável após o start.
Na avaliação do projeto, compradores não olham apenas o modelo. Eles perguntam sobre escopo do equipamento, seleção de câmera e luz, limites de inspeção, rastreabilidade, integração PLC, integração MES e riscos de retrofit. Manutenção e réplica deve responder com base nas condições reais da linha.
Avaliação do comprador
Na avaliação do comprador, viabilidade, riscos, aceitação e rastreabilidade precisam ficar claros. SOP-200 estacao de verificacao visual de operacao deve explicar esses pontos nas condições reais de linha de montagem manual automotiva.
Para Avaliação do comprador, a equipe deve transformar takt, troca de modelo, definição de defeito, responsabilidade de revisão e limite de parada de linha de montagem manual automotiva em checklist executável. SOP-200 estacao de verificacao visual de operacao não é câmera ou software isolado; deve ser validado com gabarito, luz, trigger, PLC, edge computing, armazenamento local e operação. Assim revisão de instalação vira evidência.
No lado do equipamento, o algoritmo não decide sozinho. Campo de visão, ângulo de luz, pose da peça, vibração, poeira, reflexão, deriva térmica e pneumática afetam o resultado. Se essas entradas variam, treinamento adicional perde efeito. O artigo deve explicar limites de máquina, ambiente e operação.
No lado dos dados, SOP-200 estacao de verificacao visual de operacao deve unir imagem original, resultado, lote, receita, versão do modelo, ordem, alarme, revisão e sinal de rejeição. Sem rede, inspeção local, evidência e rejeição continuam; com rede, dados sincronizam com cloud ou MES. Isso sustenta autonomia edge e rastreabilidade.
Na aceitação, uma captura bem-sucedida não prova revisão de instalação. Um relatório forte cobre operação contínua, margem de ciclo, falso rejeito, risco de defeito perdido, recuperação, permissões, amostras, campos de relatório e manutenção. Assim o sistema continua explicável após o start.
Na avaliação do projeto, compradores não olham apenas o modelo. Eles perguntam sobre escopo do equipamento, seleção de câmera e luz, limites de inspeção, rastreabilidade, integração PLC, integração MES e riscos de retrofit. Avaliação do comprador deve responder com base nas condições reais da linha.