
Obiettivo di linea
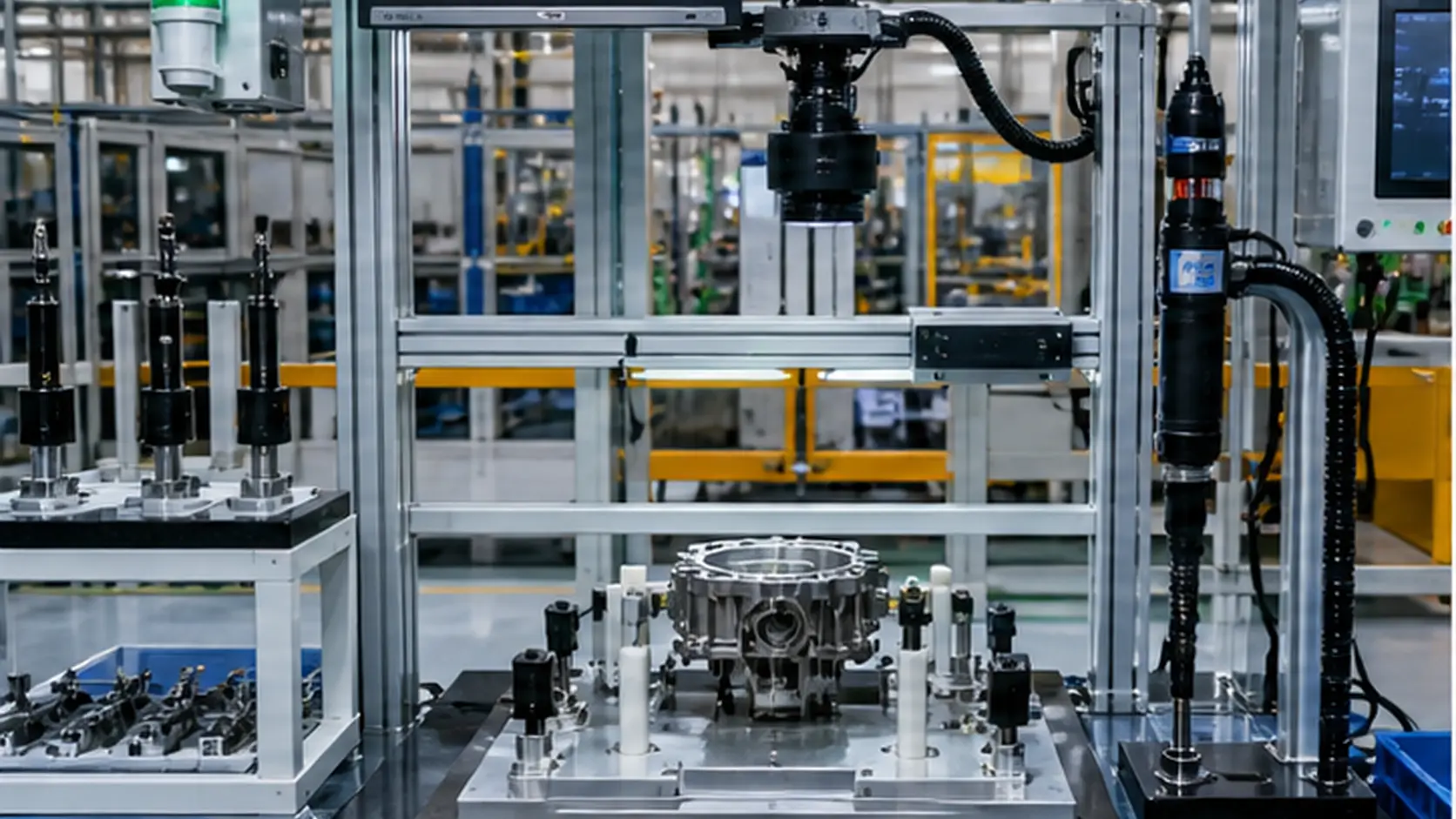
In linea di assemblaggio manuale automotive, l'obiettivo non è la demo ma la stabilità. SOP-200 stazione di verifica visiva operatore deve lavorare con takt reale, varianti, regole difetto e azioni operatore prima di valutare revisione installazione.
Per Obiettivo di linea, il team deve trasformare takt, cambio formato, definizione difetti, responsabilità di review e limite di fermo della linea di assemblaggio manuale automotive in una checklist eseguibile. SOP-200 stazione di verifica visiva operatore non è una camera o un software isolato; va validato con attrezzaggio, luce, trigger, PLC, edge computing, storage locale e operatore. Così revisione installazione diventa prova.
Dal lato macchina non conta solo l'algoritmo. Campo visivo, angolo luce, posa pezzo, vibrazione, polvere, riflessi, deriva termica e pneumatica determinano il risultato. Se questi input sono instabili, altro training viene annullato dalla variabilità di linea. L'articolo deve chiarire confini macchina, ambiente e processo.
Dal lato dati, SOP-200 stazione di verifica visiva operatore deve collegare immagine grezza, immagine risultato, lotto, ricetta, versione modello, ordine, allarme, review e segnale di scarto. Se manca rete, ispezione locale, prova e scarto continuano; al ritorno rete i dati vanno a cloud o MES. Questo supporta autonomia edge e tracciabilità.
In accettazione, uno screenshot riuscito non prova revisione installazione. Un report robusto include tempo continuo, margine ciclo, falso scarto, rischio di mancata rilevazione, recovery, permessi, copertura campioni, campi report e manutenzione. Così il sistema resta spiegabile dopo l'avvio.

Nella valutazione del progetto, gli acquirenti non guardano solo il modello. Chiedono ambito dell'impianto, scelta di camera e luce, limiti di ispezione, tracciabilità qualità, integrazione PLC, integrazione MES e rischi di retrofit. Obiettivo di linea deve rispondere con condizioni reali di linea.
Confine sistema
SOP-200 stazione di verifica visiva operatore combina immagine, controllo, algoritmo, dati e integrazione. Camera, ottica, luce, trigger, attrezzaggio, trasporto e ricetta devono avere un confine unico.
Per Confine sistema, il team deve trasformare takt, cambio formato, definizione difetti, responsabilità di review e limite di fermo della linea di assemblaggio manuale automotive in una checklist eseguibile. SOP-200 stazione di verifica visiva operatore non è una camera o un software isolato; va validato con attrezzaggio, luce, trigger, PLC, edge computing, storage locale e operatore. Così revisione installazione diventa prova.
Dal lato macchina non conta solo l'algoritmo. Campo visivo, angolo luce, posa pezzo, vibrazione, polvere, riflessi, deriva termica e pneumatica determinano il risultato. Se questi input sono instabili, altro training viene annullato dalla variabilità di linea. L'articolo deve chiarire confini macchina, ambiente e processo.
Dal lato dati, SOP-200 stazione di verifica visiva operatore deve collegare immagine grezza, immagine risultato, lotto, ricetta, versione modello, ordine, allarme, review e segnale di scarto. Se manca rete, ispezione locale, prova e scarto continuano; al ritorno rete i dati vanno a cloud o MES. Questo supporta autonomia edge e tracciabilità.
In accettazione, uno screenshot riuscito non prova revisione installazione. Un report robusto include tempo continuo, margine ciclo, falso scarto, rischio di mancata rilevazione, recovery, permessi, copertura campioni, campi report e manutenzione. Così il sistema resta spiegabile dopo l'avvio.
Nella valutazione del progetto, gli acquirenti non guardano solo il modello. Chiedono ambito dell'impianto, scelta di camera e luce, limiti di ispezione, tracciabilità qualità, integrazione PLC, integrazione MES e rischi di retrofit. Confine sistema deve rispondere con condizioni reali di linea.
Installazione
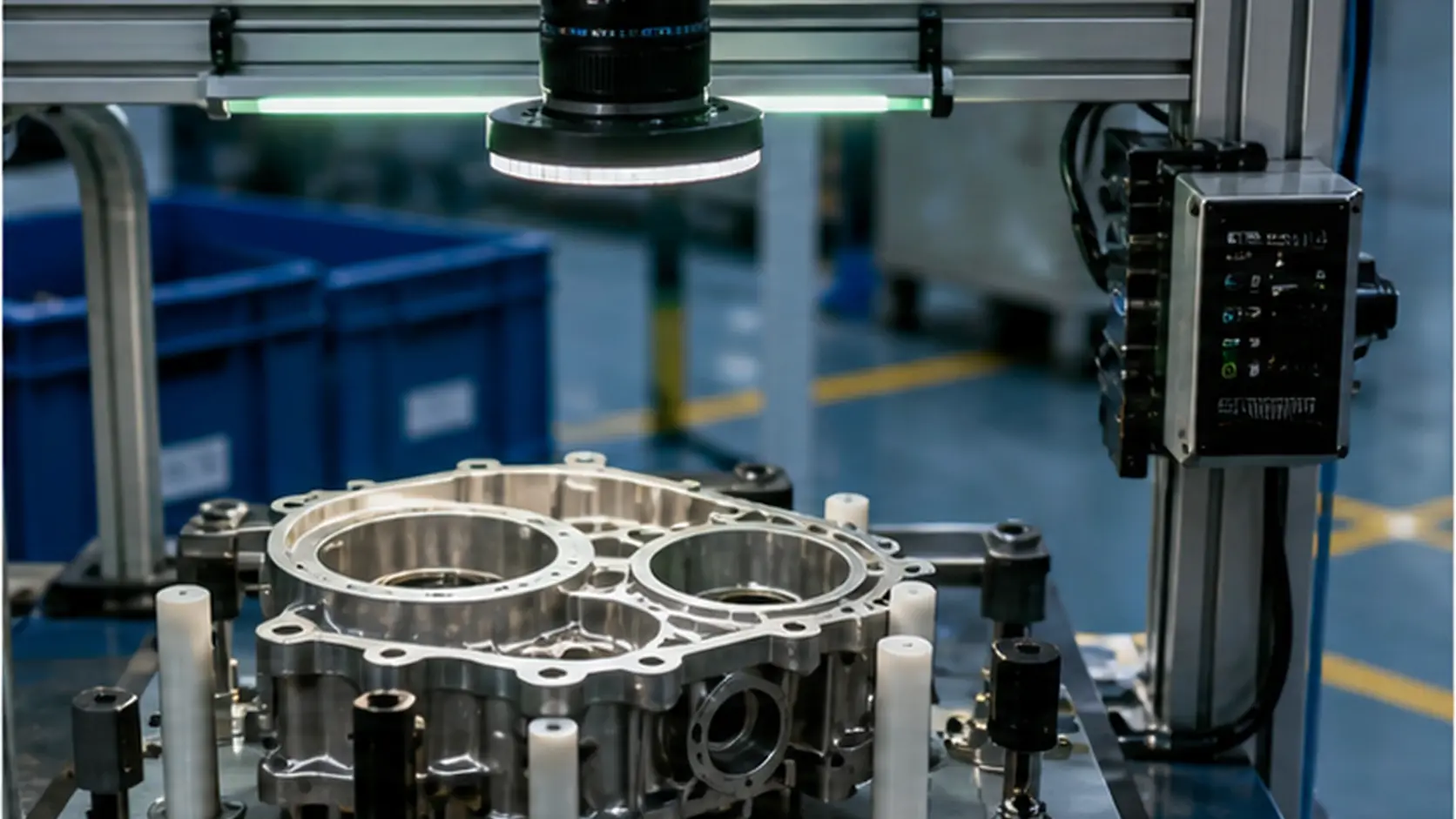
Installando si controllano angolo luce, campo visivo, ripetibilità, trigger, cavi, aria e temperatura quadro. Una deriva piccola crea falsi scarti o immagini mancanti.
Per Installazione, il team deve trasformare takt, cambio formato, definizione difetti, responsabilità di review e limite di fermo della linea di assemblaggio manuale automotive in una checklist eseguibile. SOP-200 stazione di verifica visiva operatore non è una camera o un software isolato; va validato con attrezzaggio, luce, trigger, PLC, edge computing, storage locale e operatore. Così revisione installazione diventa prova.
Dal lato macchina non conta solo l'algoritmo. Campo visivo, angolo luce, posa pezzo, vibrazione, polvere, riflessi, deriva termica e pneumatica determinano il risultato. Se questi input sono instabili, altro training viene annullato dalla variabilità di linea. L'articolo deve chiarire confini macchina, ambiente e processo.
Dal lato dati, SOP-200 stazione di verifica visiva operatore deve collegare immagine grezza, immagine risultato, lotto, ricetta, versione modello, ordine, allarme, review e segnale di scarto. Se manca rete, ispezione locale, prova e scarto continuano; al ritorno rete i dati vanno a cloud o MES. Questo supporta autonomia edge e tracciabilità.
In accettazione, uno screenshot riuscito non prova revisione installazione. Un report robusto include tempo continuo, margine ciclo, falso scarto, rischio di mancata rilevazione, recovery, permessi, copertura campioni, campi report e manutenzione. Così il sistema resta spiegabile dopo l'avvio.
Nella valutazione del progetto, gli acquirenti non guardano solo il modello. Chiedono ambito dell'impianto, scelta di camera e luce, limiti di ispezione, tracciabilità qualità, integrazione PLC, integrazione MES e rischi di retrofit. Installazione deve rispondere con condizioni reali di linea.
PLC, MES e dati locali
OK/NG non basta. Segnali PLC, ordine MES, lotto, ricetta, versione modello, immagine e revisione vanno salvati localmente e sincronizzati quando la rete è disponibile.
Per PLC, MES e dati locali, il team deve trasformare takt, cambio formato, definizione difetti, responsabilità di review e limite di fermo della linea di assemblaggio manuale automotive in una checklist eseguibile. SOP-200 stazione di verifica visiva operatore non è una camera o un software isolato; va validato con attrezzaggio, luce, trigger, PLC, edge computing, storage locale e operatore. Così revisione installazione diventa prova.
Dal lato macchina non conta solo l'algoritmo. Campo visivo, angolo luce, posa pezzo, vibrazione, polvere, riflessi, deriva termica e pneumatica determinano il risultato. Se questi input sono instabili, altro training viene annullato dalla variabilità di linea. L'articolo deve chiarire confini macchina, ambiente e processo.
Dal lato dati, SOP-200 stazione di verifica visiva operatore deve collegare immagine grezza, immagine risultato, lotto, ricetta, versione modello, ordine, allarme, review e segnale di scarto. Se manca rete, ispezione locale, prova e scarto continuano; al ritorno rete i dati vanno a cloud o MES. Questo supporta autonomia edge e tracciabilità.
In accettazione, uno screenshot riuscito non prova revisione installazione. Un report robusto include tempo continuo, margine ciclo, falso scarto, rischio di mancata rilevazione, recovery, permessi, copertura campioni, campi report e manutenzione. Così il sistema resta spiegabile dopo l'avvio.
Nella valutazione del progetto, gli acquirenti non guardano solo il modello. Chiedono ambito dell'impianto, scelta di camera e luce, limiti di ispezione, tracciabilità qualità, integrazione PLC, integrazione MES e rischi di retrofit. PLC, MES e dati locali deve rispondere con condizioni reali di linea.
Campioni e revisione
La libreria campioni include buoni, difetti tipici, limiti e buoni difficili. Responsabilità di revisione e ripristino modello devono essere chiare.
Per Campioni e revisione, il team deve trasformare takt, cambio formato, definizione difetti, responsabilità di review e limite di fermo della linea di assemblaggio manuale automotive in una checklist eseguibile. SOP-200 stazione di verifica visiva operatore non è una camera o un software isolato; va validato con attrezzaggio, luce, trigger, PLC, edge computing, storage locale e operatore. Così revisione installazione diventa prova.
Dal lato macchina non conta solo l'algoritmo. Campo visivo, angolo luce, posa pezzo, vibrazione, polvere, riflessi, deriva termica e pneumatica determinano il risultato. Se questi input sono instabili, altro training viene annullato dalla variabilità di linea. L'articolo deve chiarire confini macchina, ambiente e processo.
Dal lato dati, SOP-200 stazione di verifica visiva operatore deve collegare immagine grezza, immagine risultato, lotto, ricetta, versione modello, ordine, allarme, review e segnale di scarto. Se manca rete, ispezione locale, prova e scarto continuano; al ritorno rete i dati vanno a cloud o MES. Questo supporta autonomia edge e tracciabilità.
In accettazione, uno screenshot riuscito non prova revisione installazione. Un report robusto include tempo continuo, margine ciclo, falso scarto, rischio di mancata rilevazione, recovery, permessi, copertura campioni, campi report e manutenzione. Così il sistema resta spiegabile dopo l'avvio.
Nella valutazione del progetto, gli acquirenti non guardano solo il modello. Chiedono ambito dell'impianto, scelta di camera e luce, limiti di ispezione, tracciabilità qualità, integrazione PLC, integrazione MES e rischi di retrofit. Campioni e revisione deve rispondere con condizioni reali di linea.
Collaudo
Il collaudo copre rilevamento, azione linea, dati e manutenzione. Durata, takt, falso scarto, difetto perso, recovery, permessi e tracciabilità stanno nello stesso report.
Per Collaudo, il team deve trasformare takt, cambio formato, definizione difetti, responsabilità di review e limite di fermo della linea di assemblaggio manuale automotive in una checklist eseguibile. SOP-200 stazione di verifica visiva operatore non è una camera o un software isolato; va validato con attrezzaggio, luce, trigger, PLC, edge computing, storage locale e operatore. Così revisione installazione diventa prova.
Dal lato macchina non conta solo l'algoritmo. Campo visivo, angolo luce, posa pezzo, vibrazione, polvere, riflessi, deriva termica e pneumatica determinano il risultato. Se questi input sono instabili, altro training viene annullato dalla variabilità di linea. L'articolo deve chiarire confini macchina, ambiente e processo.
Dal lato dati, SOP-200 stazione di verifica visiva operatore deve collegare immagine grezza, immagine risultato, lotto, ricetta, versione modello, ordine, allarme, review e segnale di scarto. Se manca rete, ispezione locale, prova e scarto continuano; al ritorno rete i dati vanno a cloud o MES. Questo supporta autonomia edge e tracciabilità.
In accettazione, uno screenshot riuscito non prova revisione installazione. Un report robusto include tempo continuo, margine ciclo, falso scarto, rischio di mancata rilevazione, recovery, permessi, copertura campioni, campi report e manutenzione. Così il sistema resta spiegabile dopo l'avvio.
Nella valutazione del progetto, gli acquirenti non guardano solo il modello. Chiedono ambito dell'impianto, scelta di camera e luce, limiti di ispezione, tracciabilità qualità, integrazione PLC, integrazione MES e rischi di retrofit. Collaudo deve rispondere con condizioni reali di linea.
Manutenzione e replica
Dopo il avvio in produzione si controllano luce, lente, attrezzaggio, disco, versione modello e campioni. Per replicare servono ricette, campioni, formazione e incidenti.
Per Manutenzione e replica, il team deve trasformare takt, cambio formato, definizione difetti, responsabilità di review e limite di fermo della linea di assemblaggio manuale automotive in una checklist eseguibile. SOP-200 stazione di verifica visiva operatore non è una camera o un software isolato; va validato con attrezzaggio, luce, trigger, PLC, edge computing, storage locale e operatore. Così revisione installazione diventa prova.
Dal lato macchina non conta solo l'algoritmo. Campo visivo, angolo luce, posa pezzo, vibrazione, polvere, riflessi, deriva termica e pneumatica determinano il risultato. Se questi input sono instabili, altro training viene annullato dalla variabilità di linea. L'articolo deve chiarire confini macchina, ambiente e processo.
Dal lato dati, SOP-200 stazione di verifica visiva operatore deve collegare immagine grezza, immagine risultato, lotto, ricetta, versione modello, ordine, allarme, review e segnale di scarto. Se manca rete, ispezione locale, prova e scarto continuano; al ritorno rete i dati vanno a cloud o MES. Questo supporta autonomia edge e tracciabilità.
In accettazione, uno screenshot riuscito non prova revisione installazione. Un report robusto include tempo continuo, margine ciclo, falso scarto, rischio di mancata rilevazione, recovery, permessi, copertura campioni, campi report e manutenzione. Così il sistema resta spiegabile dopo l'avvio.
Nella valutazione del progetto, gli acquirenti non guardano solo il modello. Chiedono ambito dell'impianto, scelta di camera e luce, limiti di ispezione, tracciabilità qualità, integrazione PLC, integrazione MES e rischi di retrofit. Manutenzione e replica deve rispondere con condizioni reali di linea.
Valutazione acquirente
Nella valutazione dell'acquirente contano fattibilità, rischi, collaudo e tracciabilità. SOP-200 stazione di verifica visiva operatore deve chiarirli sulle condizioni reali di linea di assemblaggio manuale automotive.
Per Valutazione acquirente, il team deve trasformare takt, cambio formato, definizione difetti, responsabilità di review e limite di fermo della linea di assemblaggio manuale automotive in una checklist eseguibile. SOP-200 stazione di verifica visiva operatore non è una camera o un software isolato; va validato con attrezzaggio, luce, trigger, PLC, edge computing, storage locale e operatore. Così revisione installazione diventa prova.
Dal lato macchina non conta solo l'algoritmo. Campo visivo, angolo luce, posa pezzo, vibrazione, polvere, riflessi, deriva termica e pneumatica determinano il risultato. Se questi input sono instabili, altro training viene annullato dalla variabilità di linea. L'articolo deve chiarire confini macchina, ambiente e processo.
Dal lato dati, SOP-200 stazione di verifica visiva operatore deve collegare immagine grezza, immagine risultato, lotto, ricetta, versione modello, ordine, allarme, review e segnale di scarto. Se manca rete, ispezione locale, prova e scarto continuano; al ritorno rete i dati vanno a cloud o MES. Questo supporta autonomia edge e tracciabilità.
In accettazione, uno screenshot riuscito non prova revisione installazione. Un report robusto include tempo continuo, margine ciclo, falso scarto, rischio di mancata rilevazione, recovery, permessi, copertura campioni, campi report e manutenzione. Così il sistema resta spiegabile dopo l'avvio.
Nella valutazione del progetto, gli acquirenti non guardano solo il modello. Chiedono ambito dell'impianto, scelta di camera e luce, limiti di ispezione, tracciabilità qualità, integrazione PLC, integrazione MES e rischi di retrofit. Valutazione acquirente deve rispondere con condizioni reali di linea.