
Tujuan lapangan
Pada lini perakitan manual otomotif, targetnya bukan demo tetapi operasi stabil. SOP-200 stasiun verifikasi kerja berbasis vision harus mengikuti takt nyata, varian, aturan cacat dan aksi operator sebelum peninjauan instalasi dinilai.
Untuk Tujuan lapangan, tim perlu mengubah takt, ganti tipe, definisi cacat, tanggung jawab peninjauan dan batas stop-line dari lini perakitan manual otomotif menjadi checklist yang bisa dieksekusi. SOP-200 stasiun verifikasi kerja berbasis vision bukan kamera atau software terpisah; ia harus divalidasi bersama dudukan, lampu, pemicu, PLC, edge computing, storage lokal dan aksi operator. Dengan begitu peninjauan instalasi menjadi bukti.
Dari sisi peralatan, bukan hanya algoritma yang menentukan. bidang pandang, sudut lampu, pose komponen, getaran, debu, refleksi, pergeseran suhu dan timing pneumatik membentuk hasil. Jika input tidak stabil, pelatihan model tambahan akan kalah oleh variasi lapangan. Artikel perlu menjelaskan batas mesin, lingkungan dan operasi.
Dari sisi data, SOP-200 stasiun verifikasi kerja berbasis vision harus menghubungkan gambar asli, gambar hasil, batch, resep, versi model, work perintah kerja, alarm, keputusan peninjauan dan reject signal dalam satu rantai catatan. Saat jaringan putus, inspeksi lokal, bukti dan reject tetap berjalan; saat jaringan kembali, data sinkron ke cloud atau MES.
Dari sisi penerimaan, satu screenshot sukses tidak membuktikan peninjauan instalasi. Laporan yang kuat mencakup jalan kontinu time, cycle margin, tolak salah, missed-cacat risk, abnormal pemulihan, izin, cakupan sampel, field laporan dan siklus perawatan. Sistem tetap bisa dijelaskan setelah mulai produksi.

Dalam evaluasi proyek, pelanggan tidak hanya melihat model produk, tetapi juga scope peralatan, pemilihan kamera dan pencahayaan, batas inspeksi, quality ketertelusuran, integrasi PLC, integrasi MES dan risiko line retrofit. Tujuan lapangan harus menjawabnya berdasarkan kondisi lapangan.
Batas sistem
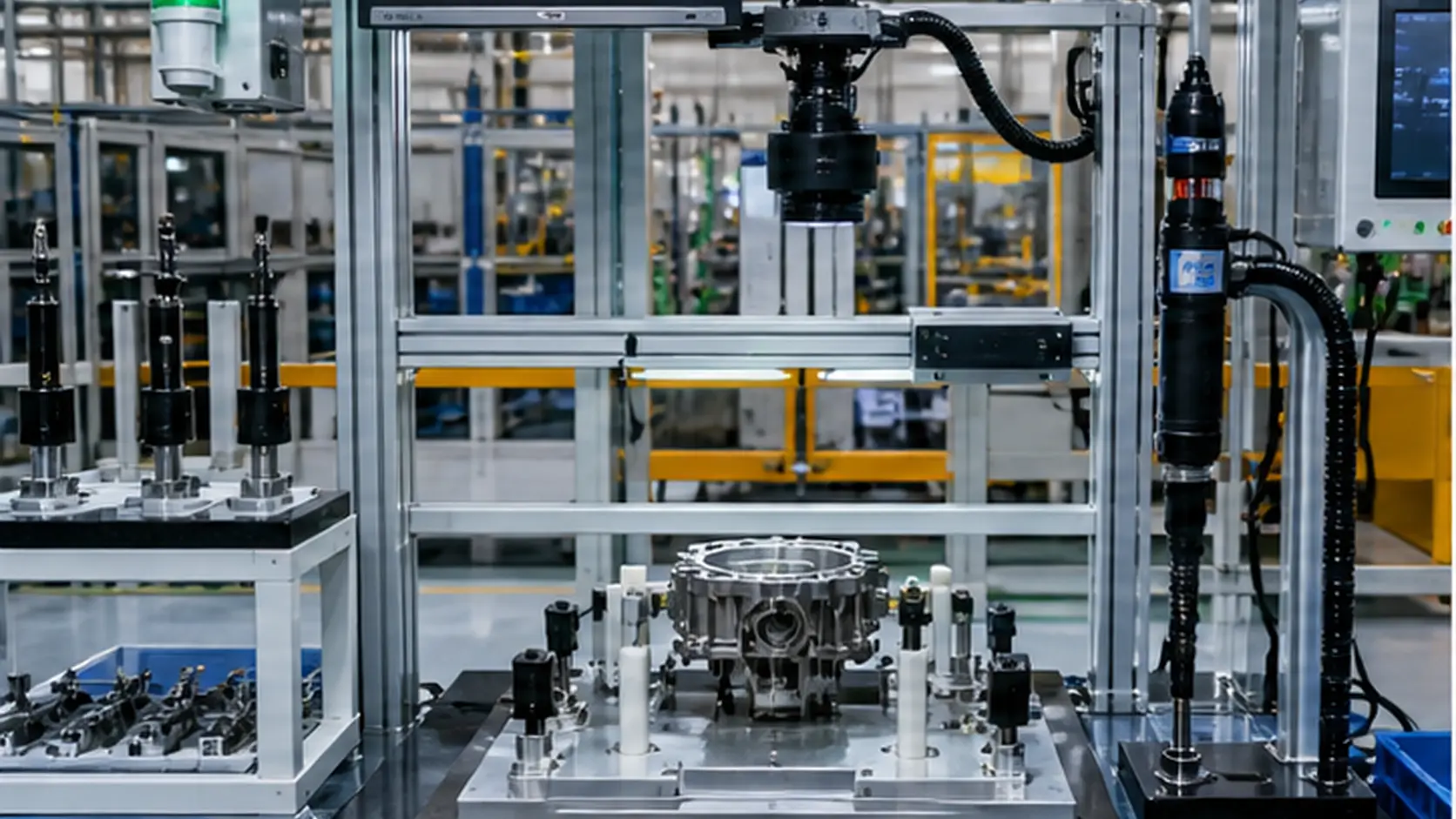
SOP-200 stasiun verifikasi kerja berbasis vision menyatukan imaging, kontrol, algoritma, data dan aksi lini. Kamera, lensaa, lampu, pemicu, dudukan, konveyor dan resep perlu satu batas desain.
Untuk Batas sistem, tim perlu mengubah takt, ganti tipe, definisi cacat, tanggung jawab peninjauan dan batas stop-line dari lini perakitan manual otomotif menjadi checklist yang bisa dieksekusi. SOP-200 stasiun verifikasi kerja berbasis vision bukan kamera atau software terpisah; ia harus divalidasi bersama dudukan, lampu, pemicu, PLC, edge computing, storage lokal dan aksi operator. Dengan begitu peninjauan instalasi menjadi bukti.
Dari sisi peralatan, bukan hanya algoritma yang menentukan. bidang pandang, sudut lampu, pose komponen, getaran, debu, refleksi, pergeseran suhu dan timing pneumatik membentuk hasil. Jika input tidak stabil, pelatihan model tambahan akan kalah oleh variasi lapangan. Artikel perlu menjelaskan batas mesin, lingkungan dan operasi.
Dari sisi data, SOP-200 stasiun verifikasi kerja berbasis vision harus menghubungkan gambar asli, gambar hasil, batch, resep, versi model, work perintah kerja, alarm, keputusan peninjauan dan reject signal dalam satu rantai catatan. Saat jaringan putus, inspeksi lokal, bukti dan reject tetap berjalan; saat jaringan kembali, data sinkron ke cloud atau MES.
Dari sisi penerimaan, satu screenshot sukses tidak membuktikan peninjauan instalasi. Laporan yang kuat mencakup jalan kontinu time, cycle margin, tolak salah, missed-cacat risk, abnormal pemulihan, izin, cakupan sampel, field laporan dan siklus perawatan. Sistem tetap bisa dijelaskan setelah mulai produksi.
Dalam evaluasi proyek, pelanggan tidak hanya melihat model produk, tetapi juga scope peralatan, pemilihan kamera dan pencahayaan, batas inspeksi, quality ketertelusuran, integrasi PLC, integrasi MES dan risiko line retrofit. Batas sistem harus menjawabnya berdasarkan kondisi lapangan.
Instalasi
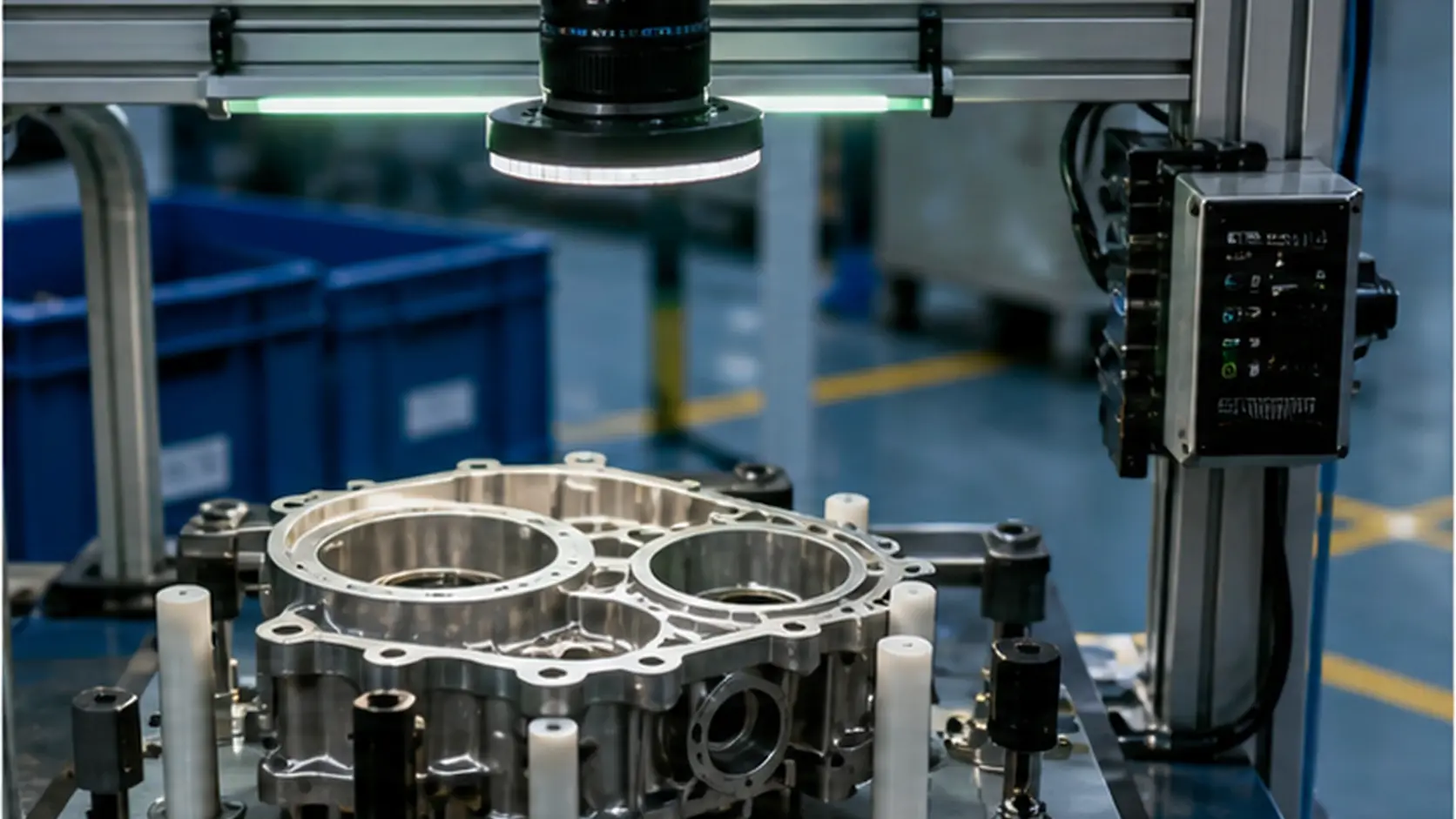
Saat instalasi, sudut lampu, bidang pandang, keterulangan, pemicu, kabel, udara dan suhu panel harus dikendalikan. Drift kecil dapat membuat tolak salah atau gambar hilang.
Untuk Instalasi, tim perlu mengubah takt, ganti tipe, definisi cacat, tanggung jawab peninjauan dan batas stop-line dari lini perakitan manual otomotif menjadi checklist yang bisa dieksekusi. SOP-200 stasiun verifikasi kerja berbasis vision bukan kamera atau software terpisah; ia harus divalidasi bersama dudukan, lampu, pemicu, PLC, edge computing, storage lokal dan aksi operator. Dengan begitu peninjauan instalasi menjadi bukti.
Dari sisi peralatan, bukan hanya algoritma yang menentukan. bidang pandang, sudut lampu, pose komponen, getaran, debu, refleksi, pergeseran suhu dan timing pneumatik membentuk hasil. Jika input tidak stabil, pelatihan model tambahan akan kalah oleh variasi lapangan. Artikel perlu menjelaskan batas mesin, lingkungan dan operasi.
Dari sisi data, SOP-200 stasiun verifikasi kerja berbasis vision harus menghubungkan gambar asli, gambar hasil, batch, resep, versi model, work perintah kerja, alarm, keputusan peninjauan dan reject signal dalam satu rantai catatan. Saat jaringan putus, inspeksi lokal, bukti dan reject tetap berjalan; saat jaringan kembali, data sinkron ke cloud atau MES.
Dari sisi penerimaan, satu screenshot sukses tidak membuktikan peninjauan instalasi. Laporan yang kuat mencakup jalan kontinu time, cycle margin, tolak salah, missed-cacat risk, abnormal pemulihan, izin, cakupan sampel, field laporan dan siklus perawatan. Sistem tetap bisa dijelaskan setelah mulai produksi.
Dalam evaluasi proyek, pelanggan tidak hanya melihat model produk, tetapi juga scope peralatan, pemilihan kamera dan pencahayaan, batas inspeksi, quality ketertelusuran, integrasi PLC, integrasi MES dan risiko line retrofit. Instalasi harus menjawabnya berdasarkan kondisi lapangan.
PLC, MES dan data lokal
OK/NG saja tidak cukup. Sinyal PLC, perintah kerja MES, batch, resep, versi model, gambar dan hasil peninjauan disimpan lokal lalu sinkron saat jaringan tersedia.
Untuk PLC, MES dan data lokal, tim perlu mengubah takt, ganti tipe, definisi cacat, tanggung jawab peninjauan dan batas stop-line dari lini perakitan manual otomotif menjadi checklist yang bisa dieksekusi. SOP-200 stasiun verifikasi kerja berbasis vision bukan kamera atau software terpisah; ia harus divalidasi bersama dudukan, lampu, pemicu, PLC, edge computing, storage lokal dan aksi operator. Dengan begitu peninjauan instalasi menjadi bukti.
Dari sisi peralatan, bukan hanya algoritma yang menentukan. bidang pandang, sudut lampu, pose komponen, getaran, debu, refleksi, pergeseran suhu dan timing pneumatik membentuk hasil. Jika input tidak stabil, pelatihan model tambahan akan kalah oleh variasi lapangan. Artikel perlu menjelaskan batas mesin, lingkungan dan operasi.
Dari sisi data, SOP-200 stasiun verifikasi kerja berbasis vision harus menghubungkan gambar asli, gambar hasil, batch, resep, versi model, work perintah kerja, alarm, keputusan peninjauan dan reject signal dalam satu rantai catatan. Saat jaringan putus, inspeksi lokal, bukti dan reject tetap berjalan; saat jaringan kembali, data sinkron ke cloud atau MES.
Dari sisi penerimaan, satu screenshot sukses tidak membuktikan peninjauan instalasi. Laporan yang kuat mencakup jalan kontinu time, cycle margin, tolak salah, missed-cacat risk, abnormal pemulihan, izin, cakupan sampel, field laporan dan siklus perawatan. Sistem tetap bisa dijelaskan setelah mulai produksi.
Dalam evaluasi proyek, pelanggan tidak hanya melihat model produk, tetapi juga scope peralatan, pemilihan kamera dan pencahayaan, batas inspeksi, quality ketertelusuran, integrasi PLC, integrasi MES dan risiko line retrofit. PLC, MES dan data lokal harus menjawabnya berdasarkan kondisi lapangan.
Sampel dan peninjauan
Library sampel harus berisi komponen baik, cacat umum, sampel batas dan komponen baik yang sulit. Tanggung jawab peninjauan dan pemulihan versi model harus jelas.
Untuk Sampel dan peninjauan, tim perlu mengubah takt, ganti tipe, definisi cacat, tanggung jawab peninjauan dan batas stop-line dari lini perakitan manual otomotif menjadi checklist yang bisa dieksekusi. SOP-200 stasiun verifikasi kerja berbasis vision bukan kamera atau software terpisah; ia harus divalidasi bersama dudukan, lampu, pemicu, PLC, edge computing, storage lokal dan aksi operator. Dengan begitu peninjauan instalasi menjadi bukti.
Dari sisi peralatan, bukan hanya algoritma yang menentukan. bidang pandang, sudut lampu, pose komponen, getaran, debu, refleksi, pergeseran suhu dan timing pneumatik membentuk hasil. Jika input tidak stabil, pelatihan model tambahan akan kalah oleh variasi lapangan. Artikel perlu menjelaskan batas mesin, lingkungan dan operasi.
Dari sisi data, SOP-200 stasiun verifikasi kerja berbasis vision harus menghubungkan gambar asli, gambar hasil, batch, resep, versi model, work perintah kerja, alarm, keputusan peninjauan dan reject signal dalam satu rantai catatan. Saat jaringan putus, inspeksi lokal, bukti dan reject tetap berjalan; saat jaringan kembali, data sinkron ke cloud atau MES.
Dari sisi penerimaan, satu screenshot sukses tidak membuktikan peninjauan instalasi. Laporan yang kuat mencakup jalan kontinu time, cycle margin, tolak salah, missed-cacat risk, abnormal pemulihan, izin, cakupan sampel, field laporan dan siklus perawatan. Sistem tetap bisa dijelaskan setelah mulai produksi.
Dalam evaluasi proyek, pelanggan tidak hanya melihat model produk, tetapi juga scope peralatan, pemilihan kamera dan pencahayaan, batas inspeksi, quality ketertelusuran, integrasi PLC, integrasi MES dan risiko line retrofit. Sampel dan peninjauan harus menjawabnya berdasarkan kondisi lapangan.
Penerimaan
Penerimaan mencakup deteksi, aksi lini, data dan perawatan. Continuous run, takt, tolak salah, cacat terlewat, pemulihan, izin dan field trace masuk dalam satu laporan.
Untuk Penerimaan, tim perlu mengubah takt, ganti tipe, definisi cacat, tanggung jawab peninjauan dan batas stop-line dari lini perakitan manual otomotif menjadi checklist yang bisa dieksekusi. SOP-200 stasiun verifikasi kerja berbasis vision bukan kamera atau software terpisah; ia harus divalidasi bersama dudukan, lampu, pemicu, PLC, edge computing, storage lokal dan aksi operator. Dengan begitu peninjauan instalasi menjadi bukti.
Dari sisi peralatan, bukan hanya algoritma yang menentukan. bidang pandang, sudut lampu, pose komponen, getaran, debu, refleksi, pergeseran suhu dan timing pneumatik membentuk hasil. Jika input tidak stabil, pelatihan model tambahan akan kalah oleh variasi lapangan. Artikel perlu menjelaskan batas mesin, lingkungan dan operasi.
Dari sisi data, SOP-200 stasiun verifikasi kerja berbasis vision harus menghubungkan gambar asli, gambar hasil, batch, resep, versi model, work perintah kerja, alarm, keputusan peninjauan dan reject signal dalam satu rantai catatan. Saat jaringan putus, inspeksi lokal, bukti dan reject tetap berjalan; saat jaringan kembali, data sinkron ke cloud atau MES.
Dari sisi penerimaan, satu screenshot sukses tidak membuktikan peninjauan instalasi. Laporan yang kuat mencakup jalan kontinu time, cycle margin, tolak salah, missed-cacat risk, abnormal pemulihan, izin, cakupan sampel, field laporan dan siklus perawatan. Sistem tetap bisa dijelaskan setelah mulai produksi.
Dalam evaluasi proyek, pelanggan tidak hanya melihat model produk, tetapi juga scope peralatan, pemilihan kamera dan pencahayaan, batas inspeksi, quality ketertelusuran, integrasi PLC, integrasi MES dan risiko line retrofit. Penerimaan harus menjawabnya berdasarkan kondisi lapangan.
perawatan dan replikasi
Setelah mulai produksi, cek lampu, lensaa, dudukan, disk, versi model dan peninjauan sampel. Untuk menyalin ke lini lain, simpan resep, sampel, pelatihan dan insiden.
Untuk perawatan dan replikasi, tim perlu mengubah takt, ganti tipe, definisi cacat, tanggung jawab peninjauan dan batas stop-line dari lini perakitan manual otomotif menjadi checklist yang bisa dieksekusi. SOP-200 stasiun verifikasi kerja berbasis vision bukan kamera atau software terpisah; ia harus divalidasi bersama dudukan, lampu, pemicu, PLC, edge computing, storage lokal dan aksi operator. Dengan begitu peninjauan instalasi menjadi bukti.
Dari sisi peralatan, bukan hanya algoritma yang menentukan. bidang pandang, sudut lampu, pose komponen, getaran, debu, refleksi, pergeseran suhu dan timing pneumatik membentuk hasil. Jika input tidak stabil, pelatihan model tambahan akan kalah oleh variasi lapangan. Artikel perlu menjelaskan batas mesin, lingkungan dan operasi.
Dari sisi data, SOP-200 stasiun verifikasi kerja berbasis vision harus menghubungkan gambar asli, gambar hasil, batch, resep, versi model, work perintah kerja, alarm, keputusan peninjauan dan reject signal dalam satu rantai catatan. Saat jaringan putus, inspeksi lokal, bukti dan reject tetap berjalan; saat jaringan kembali, data sinkron ke cloud atau MES.
Dari sisi penerimaan, satu screenshot sukses tidak membuktikan peninjauan instalasi. Laporan yang kuat mencakup jalan kontinu time, cycle margin, tolak salah, missed-cacat risk, abnormal pemulihan, izin, cakupan sampel, field laporan dan siklus perawatan. Sistem tetap bisa dijelaskan setelah mulai produksi.
Dalam evaluasi proyek, pelanggan tidak hanya melihat model produk, tetapi juga scope peralatan, pemilihan kamera dan pencahayaan, batas inspeksi, quality ketertelusuran, integrasi PLC, integrasi MES dan risiko line retrofit. perawatan dan replikasi harus menjawabnya berdasarkan kondisi lapangan.
Evaluasi pelanggan
Dalam evaluasi proyek, pelanggan perlu memahami kelayakan, risiko, penerimaan dan ketertelusuran. SOP-200 stasiun verifikasi kerja berbasis vision harus menjelaskannya sesuai kondisi nyata lini perakitan manual otomotif.
Untuk Evaluasi pelanggan, tim perlu mengubah takt, ganti tipe, definisi cacat, tanggung jawab peninjauan dan batas stop-line dari lini perakitan manual otomotif menjadi checklist yang bisa dieksekusi. SOP-200 stasiun verifikasi kerja berbasis vision bukan kamera atau software terpisah; ia harus divalidasi bersama dudukan, lampu, pemicu, PLC, edge computing, storage lokal dan aksi operator. Dengan begitu peninjauan instalasi menjadi bukti.
Dari sisi peralatan, bukan hanya algoritma yang menentukan. bidang pandang, sudut lampu, pose komponen, getaran, debu, refleksi, pergeseran suhu dan timing pneumatik membentuk hasil. Jika input tidak stabil, pelatihan model tambahan akan kalah oleh variasi lapangan. Artikel perlu menjelaskan batas mesin, lingkungan dan operasi.
Dari sisi data, SOP-200 stasiun verifikasi kerja berbasis vision harus menghubungkan gambar asli, gambar hasil, batch, resep, versi model, work perintah kerja, alarm, keputusan peninjauan dan reject signal dalam satu rantai catatan. Saat jaringan putus, inspeksi lokal, bukti dan reject tetap berjalan; saat jaringan kembali, data sinkron ke cloud atau MES.
Dari sisi penerimaan, satu screenshot sukses tidak membuktikan peninjauan instalasi. Laporan yang kuat mencakup jalan kontinu time, cycle margin, tolak salah, missed-cacat risk, abnormal pemulihan, izin, cakupan sampel, field laporan dan siklus perawatan. Sistem tetap bisa dijelaskan setelah mulai produksi.
Dalam evaluasi proyek, pelanggan tidak hanya melihat model produk, tetapi juga scope peralatan, pemilihan kamera dan pencahayaan, batas inspeksi, quality ketertelusuran, integrasi PLC, integrasi MES dan risiko line retrofit. Evaluasi pelanggan harus menjawabnya berdasarkan kondisi lapangan.