
เป้าหมายหน้างาน
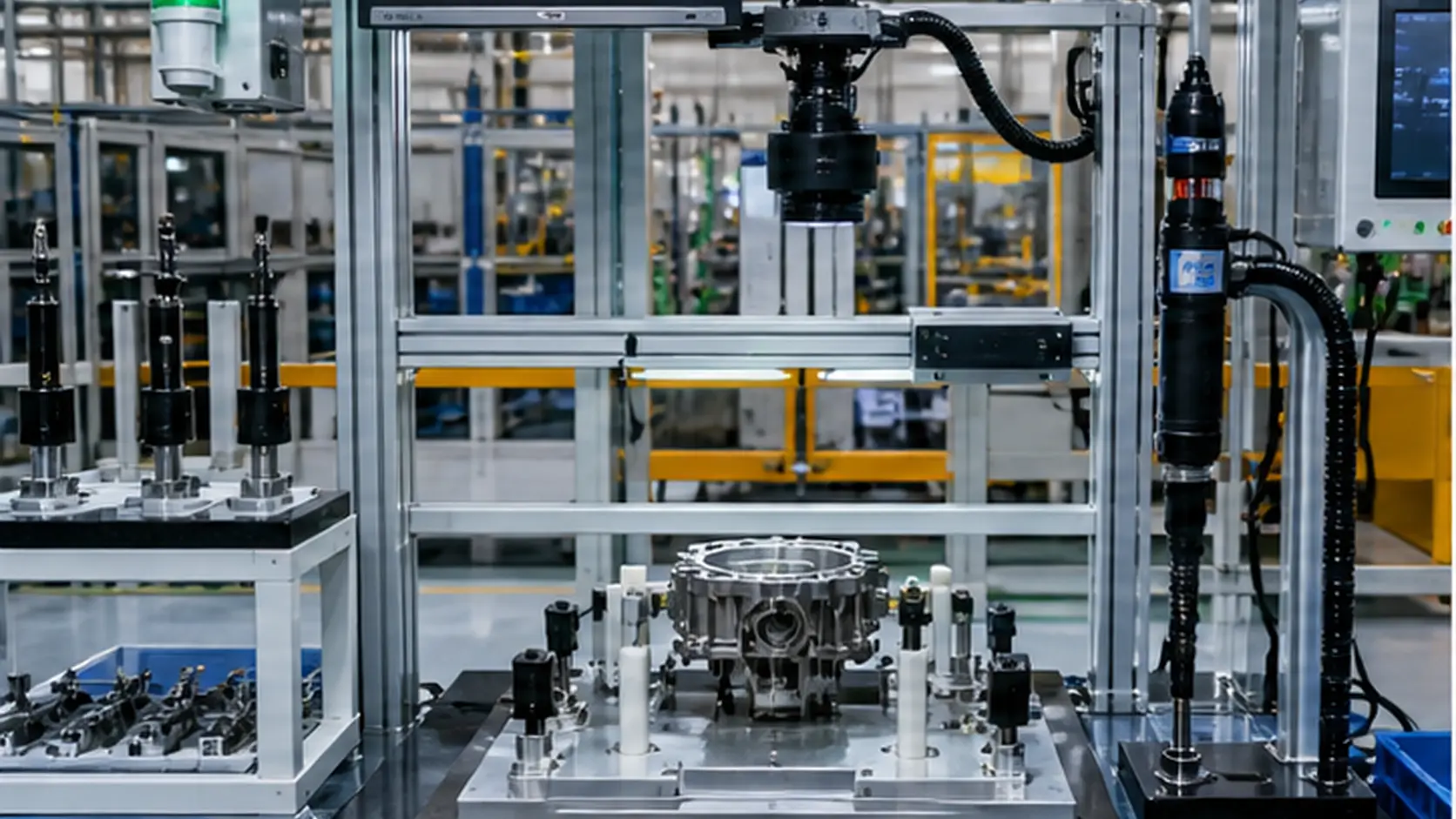
บน ไลน์ประกอบมือยานยนต์ เป้าหมายไม่ใช่เดโม แต่คือการผลิตที่เสถียร SOP-200 สถานีตรวจยืนยันงานด้วยวิชัน ต้องทำงานตาม จังหวะผลิต จริง รุ่นสินค้า กฎ ข้อบกพร่อง และการทำงานของ ผู้ปฏิบัติงาน ก่อนประเมิน ทบทวนการติดตั้ง
สำหรับ เป้าหมายหน้างาน ทีมต้องเปลี่ยน จังหวะผลิต การเปลี่ยนรุ่น นิยาม ข้อบกพร่อง ผู้รับผิดชอบ การทบทวน และขอบเขตหยุดไลน์ของ ไลน์ประกอบมือยานยนต์ ให้เป็น รายการตรวจสอบ ที่ทำจริงได้ SOP-200 สถานีตรวจยืนยันงานด้วยวิชัน ไม่ใช่แค่กล้องหรือซอฟต์แวร์ แต่ต้องตรวจร่วมกับ ฟิกซ์เจอร์ แสง สัญญาณทริกเกอร์, PLC, การประมวลผลที่ขอบเครือข่าย, การจัดเก็บในเครื่อง และการทำงานของ ผู้ปฏิบัติงาน เพื่อให้ ทบทวนการติดตั้ง เป็นหลักฐานวิศวกรรม
ฝั่งอุปกรณ์ อัลกอริทึมอย่างเดียวไม่พอ ขอบเขตภาพ, มุมแสง, ท่าทางชิ้นงาน, การสั่น, ฝุ่น, แสงสะท้อน, อุณหภูมิ การเบี่ยงเบน และ ระบบลม จังหวะเวลา ล้วนมีผลต่อผลลัพธ์ ถ้า อินพุต ไม่นิ่ง การ ฝึกโมเดล โมเดล เพิ่มก็ถูกความแปรปรวนหน้างานกลบได้ บทความต้องอธิบายขอบเขตเครื่อง สภาพแวดล้อม และการทำงาน
ฝั่งข้อมูล SOP-200 สถานีตรวจยืนยันงานด้วยวิชัน ควรเชื่อม ต้นฉบับ ภาพ, ผลลัพธ์ ภาพ, รุ่นผลิต, สูตร, เวอร์ชันโมเดล, งาน คำสั่งงาน, สัญญาณเตือน, การตัดสินจากการทบทวน และ สัญญาณคัดออก เป็น ห่วงโซ่บันทึก เดียว เมื่อ เครือข่ายขาด การตรวจในเครื่อง การเก็บหลักฐาน และ คัดออก ยังต้องทำงาน แล้วค่อย ซิงก์ ไป คลาวด์ หรือ MES เมื่อ เครือข่าย กลับมา
ฝั่งการตรวจรับ หน้าจอสำเร็จครั้งเดียวไม่พอพิสูจน์ ทบทวนการติดตั้ง รายงาน ที่ดีต้องรวม เวลาเดินเครื่องต่อเนื่อง, ระยะเผื่อรอบเวลา, การปฏิเสธผิด, ข้อบกพร่องที่พลาดตรวจ ความเสี่ยง, ผิดปกติ การกู้คืน, สิทธิ์, ตัวอย่าง ความครอบคลุม, ช่องรายงาน และ รอบบำรุงรักษา เพื่อให้ระบบอธิบายได้หลัง เริ่มผลิตจริง

ในการประเมินโครงการ ลูกค้าไม่ได้ดูแค่ โมเดล แต่ถามเรื่อง ขอบเขต ของอุปกรณ์ การเลือก กล้อง และ แสง, ขอบเขตการตรวจ, คุณภาพ ตรวจย้อนกลับ, PLC การเชื่อมต่อ, MES การเชื่อมต่อ และความเสี่ยง การปรับปรุงไลน์ ด้วย เป้าหมายหน้างาน ควรตอบจากเงื่อนไขหน้างานจริง
ขอบเขตระบบ
SOP-200 สถานีตรวจยืนยันงานด้วยวิชัน รวมภาพ การควบคุม อัลกอริทึม ข้อมูล และ การกระทำ ของไลน์ กล้อง เลนส์ แสง สัญญาณทริกเกอร์, ฟิกซ์เจอร์, สายพาน และ สูตร ต้องออกแบบเป็นขอบเขตเดียว
สำหรับ ขอบเขตระบบ ทีมต้องเปลี่ยน จังหวะผลิต การเปลี่ยนรุ่น นิยาม ข้อบกพร่อง ผู้รับผิดชอบ การทบทวน และขอบเขตหยุดไลน์ของ ไลน์ประกอบมือยานยนต์ ให้เป็น รายการตรวจสอบ ที่ทำจริงได้ SOP-200 สถานีตรวจยืนยันงานด้วยวิชัน ไม่ใช่แค่กล้องหรือซอฟต์แวร์ แต่ต้องตรวจร่วมกับ ฟิกซ์เจอร์ แสง สัญญาณทริกเกอร์, PLC, การประมวลผลที่ขอบเครือข่าย, การจัดเก็บในเครื่อง และการทำงานของ ผู้ปฏิบัติงาน เพื่อให้ ทบทวนการติดตั้ง เป็นหลักฐานวิศวกรรม
ฝั่งอุปกรณ์ อัลกอริทึมอย่างเดียวไม่พอ ขอบเขตภาพ, มุมแสง, ท่าทางชิ้นงาน, การสั่น, ฝุ่น, แสงสะท้อน, อุณหภูมิ การเบี่ยงเบน และ ระบบลม จังหวะเวลา ล้วนมีผลต่อผลลัพธ์ ถ้า อินพุต ไม่นิ่ง การ ฝึกโมเดล โมเดล เพิ่มก็ถูกความแปรปรวนหน้างานกลบได้ บทความต้องอธิบายขอบเขตเครื่อง สภาพแวดล้อม และการทำงาน
ฝั่งข้อมูล SOP-200 สถานีตรวจยืนยันงานด้วยวิชัน ควรเชื่อม ต้นฉบับ ภาพ, ผลลัพธ์ ภาพ, รุ่นผลิต, สูตร, เวอร์ชันโมเดล, งาน คำสั่งงาน, สัญญาณเตือน, การตัดสินจากการทบทวน และ สัญญาณคัดออก เป็น ห่วงโซ่บันทึก เดียว เมื่อ เครือข่ายขาด การตรวจในเครื่อง การเก็บหลักฐาน และ คัดออก ยังต้องทำงาน แล้วค่อย ซิงก์ ไป คลาวด์ หรือ MES เมื่อ เครือข่าย กลับมา
ฝั่งการตรวจรับ หน้าจอสำเร็จครั้งเดียวไม่พอพิสูจน์ ทบทวนการติดตั้ง รายงาน ที่ดีต้องรวม เวลาเดินเครื่องต่อเนื่อง, ระยะเผื่อรอบเวลา, การปฏิเสธผิด, ข้อบกพร่องที่พลาดตรวจ ความเสี่ยง, ผิดปกติ การกู้คืน, สิทธิ์, ตัวอย่าง ความครอบคลุม, ช่องรายงาน และ รอบบำรุงรักษา เพื่อให้ระบบอธิบายได้หลัง เริ่มผลิตจริง
ในการประเมินโครงการ ลูกค้าไม่ได้ดูแค่ โมเดล แต่ถามเรื่อง ขอบเขต ของอุปกรณ์ การเลือก กล้อง และ แสง, ขอบเขตการตรวจ, คุณภาพ ตรวจย้อนกลับ, PLC การเชื่อมต่อ, MES การเชื่อมต่อ และความเสี่ยง การปรับปรุงไลน์ ด้วย ขอบเขตระบบ ควรตอบจากเงื่อนไขหน้างานจริง
การติดตั้ง
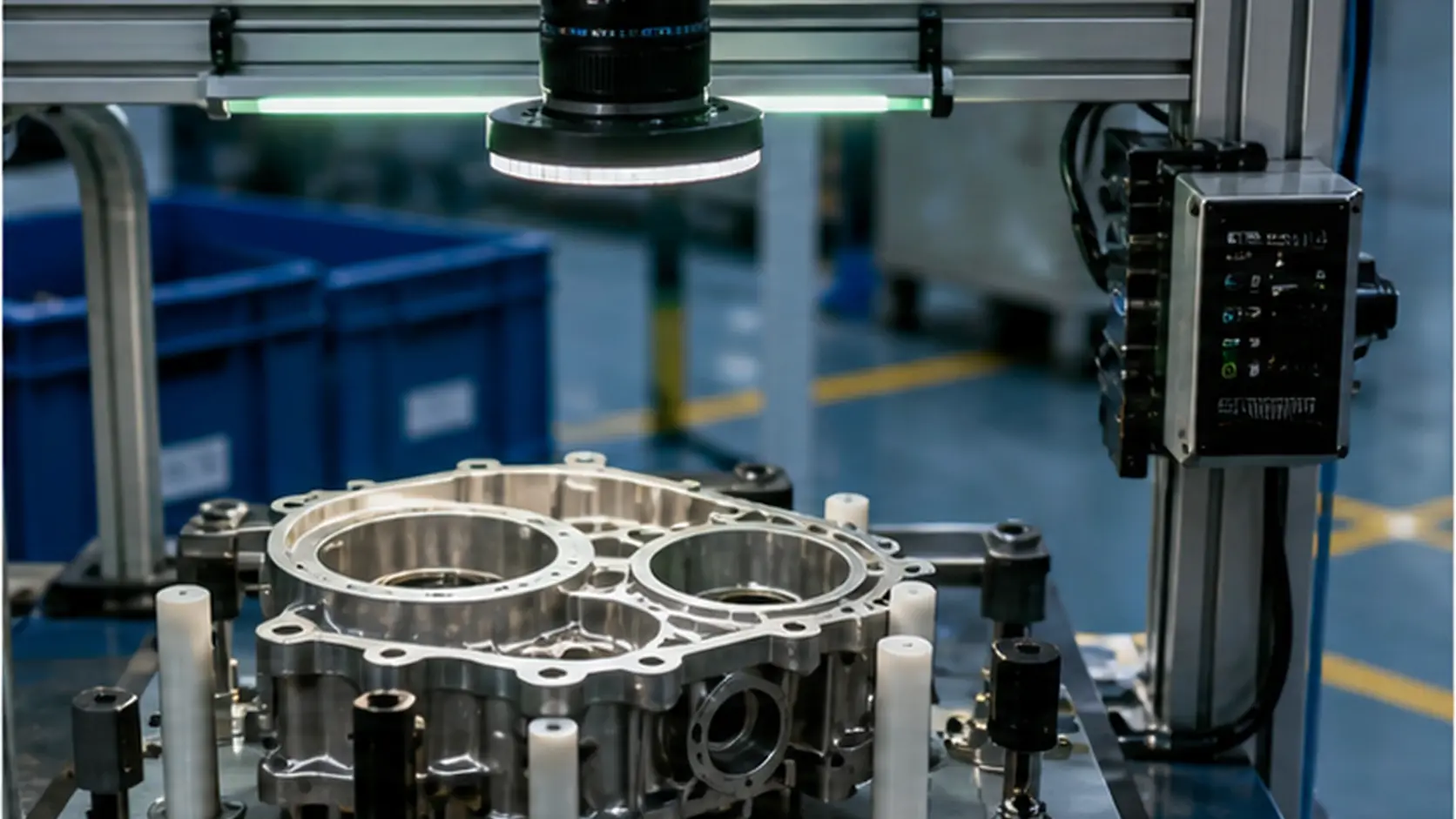
ตอนติดตั้งต้องดูมุมแสง ขอบเขตภาพ ความซ้ำของ ฟิกซ์เจอร์ เวลา สัญญาณทริกเกอร์ สายลม และอุณหภูมิตู้ควบคุม ความคลาดเล็กน้อยทำให้ การปฏิเสธผิด หรือภาพหายได้
สำหรับ การติดตั้ง ทีมต้องเปลี่ยน จังหวะผลิต การเปลี่ยนรุ่น นิยาม ข้อบกพร่อง ผู้รับผิดชอบ การทบทวน และขอบเขตหยุดไลน์ของ ไลน์ประกอบมือยานยนต์ ให้เป็น รายการตรวจสอบ ที่ทำจริงได้ SOP-200 สถานีตรวจยืนยันงานด้วยวิชัน ไม่ใช่แค่กล้องหรือซอฟต์แวร์ แต่ต้องตรวจร่วมกับ ฟิกซ์เจอร์ แสง สัญญาณทริกเกอร์, PLC, การประมวลผลที่ขอบเครือข่าย, การจัดเก็บในเครื่อง และการทำงานของ ผู้ปฏิบัติงาน เพื่อให้ ทบทวนการติดตั้ง เป็นหลักฐานวิศวกรรม
ฝั่งอุปกรณ์ อัลกอริทึมอย่างเดียวไม่พอ ขอบเขตภาพ, มุมแสง, ท่าทางชิ้นงาน, การสั่น, ฝุ่น, แสงสะท้อน, อุณหภูมิ การเบี่ยงเบน และ ระบบลม จังหวะเวลา ล้วนมีผลต่อผลลัพธ์ ถ้า อินพุต ไม่นิ่ง การ ฝึกโมเดล โมเดล เพิ่มก็ถูกความแปรปรวนหน้างานกลบได้ บทความต้องอธิบายขอบเขตเครื่อง สภาพแวดล้อม และการทำงาน
ฝั่งข้อมูล SOP-200 สถานีตรวจยืนยันงานด้วยวิชัน ควรเชื่อม ต้นฉบับ ภาพ, ผลลัพธ์ ภาพ, รุ่นผลิต, สูตร, เวอร์ชันโมเดล, งาน คำสั่งงาน, สัญญาณเตือน, การตัดสินจากการทบทวน และ สัญญาณคัดออก เป็น ห่วงโซ่บันทึก เดียว เมื่อ เครือข่ายขาด การตรวจในเครื่อง การเก็บหลักฐาน และ คัดออก ยังต้องทำงาน แล้วค่อย ซิงก์ ไป คลาวด์ หรือ MES เมื่อ เครือข่าย กลับมา
ฝั่งการตรวจรับ หน้าจอสำเร็จครั้งเดียวไม่พอพิสูจน์ ทบทวนการติดตั้ง รายงาน ที่ดีต้องรวม เวลาเดินเครื่องต่อเนื่อง, ระยะเผื่อรอบเวลา, การปฏิเสธผิด, ข้อบกพร่องที่พลาดตรวจ ความเสี่ยง, ผิดปกติ การกู้คืน, สิทธิ์, ตัวอย่าง ความครอบคลุม, ช่องรายงาน และ รอบบำรุงรักษา เพื่อให้ระบบอธิบายได้หลัง เริ่มผลิตจริง
ในการประเมินโครงการ ลูกค้าไม่ได้ดูแค่ โมเดล แต่ถามเรื่อง ขอบเขต ของอุปกรณ์ การเลือก กล้อง และ แสง, ขอบเขตการตรวจ, คุณภาพ ตรวจย้อนกลับ, PLC การเชื่อมต่อ, MES การเชื่อมต่อ และความเสี่ยง การปรับปรุงไลน์ ด้วย การติดตั้ง ควรตอบจากเงื่อนไขหน้างานจริง
PLC, MES และข้อมูลท้องถิ่น
OK/NG อย่างเดียวไม่พอ ควรเก็บสัญญาณ PLC, คำสั่งงาน MES, รุ่นผลิต, สูตร, เวอร์ชันโมเดล, ภาพ และผล การทบทวน ไว้ ในเครื่อง แล้ว ซิงก์ เมื่อมีเครือข่าย
สำหรับ PLC, MES และข้อมูลท้องถิ่น ทีมต้องเปลี่ยน จังหวะผลิต การเปลี่ยนรุ่น นิยาม ข้อบกพร่อง ผู้รับผิดชอบ การทบทวน และขอบเขตหยุดไลน์ของ ไลน์ประกอบมือยานยนต์ ให้เป็น รายการตรวจสอบ ที่ทำจริงได้ SOP-200 สถานีตรวจยืนยันงานด้วยวิชัน ไม่ใช่แค่กล้องหรือซอฟต์แวร์ แต่ต้องตรวจร่วมกับ ฟิกซ์เจอร์ แสง สัญญาณทริกเกอร์, PLC, การประมวลผลที่ขอบเครือข่าย, การจัดเก็บในเครื่อง และการทำงานของ ผู้ปฏิบัติงาน เพื่อให้ ทบทวนการติดตั้ง เป็นหลักฐานวิศวกรรม
ฝั่งอุปกรณ์ อัลกอริทึมอย่างเดียวไม่พอ ขอบเขตภาพ, มุมแสง, ท่าทางชิ้นงาน, การสั่น, ฝุ่น, แสงสะท้อน, อุณหภูมิ การเบี่ยงเบน และ ระบบลม จังหวะเวลา ล้วนมีผลต่อผลลัพธ์ ถ้า อินพุต ไม่นิ่ง การ ฝึกโมเดล โมเดล เพิ่มก็ถูกความแปรปรวนหน้างานกลบได้ บทความต้องอธิบายขอบเขตเครื่อง สภาพแวดล้อม และการทำงาน
ฝั่งข้อมูล SOP-200 สถานีตรวจยืนยันงานด้วยวิชัน ควรเชื่อม ต้นฉบับ ภาพ, ผลลัพธ์ ภาพ, รุ่นผลิต, สูตร, เวอร์ชันโมเดล, งาน คำสั่งงาน, สัญญาณเตือน, การตัดสินจากการทบทวน และ สัญญาณคัดออก เป็น ห่วงโซ่บันทึก เดียว เมื่อ เครือข่ายขาด การตรวจในเครื่อง การเก็บหลักฐาน และ คัดออก ยังต้องทำงาน แล้วค่อย ซิงก์ ไป คลาวด์ หรือ MES เมื่อ เครือข่าย กลับมา
ฝั่งการตรวจรับ หน้าจอสำเร็จครั้งเดียวไม่พอพิสูจน์ ทบทวนการติดตั้ง รายงาน ที่ดีต้องรวม เวลาเดินเครื่องต่อเนื่อง, ระยะเผื่อรอบเวลา, การปฏิเสธผิด, ข้อบกพร่องที่พลาดตรวจ ความเสี่ยง, ผิดปกติ การกู้คืน, สิทธิ์, ตัวอย่าง ความครอบคลุม, ช่องรายงาน และ รอบบำรุงรักษา เพื่อให้ระบบอธิบายได้หลัง เริ่มผลิตจริง
ในการประเมินโครงการ ลูกค้าไม่ได้ดูแค่ โมเดล แต่ถามเรื่อง ขอบเขต ของอุปกรณ์ การเลือก กล้อง และ แสง, ขอบเขตการตรวจ, คุณภาพ ตรวจย้อนกลับ, PLC การเชื่อมต่อ, MES การเชื่อมต่อ และความเสี่ยง การปรับปรุงไลน์ ด้วย PLC, MES และข้อมูลท้องถิ่น ควรตอบจากเงื่อนไขหน้างานจริง
ตัวอย่างและรีวิว
คลังตัวอย่าง ต้องมี ชิ้นงานดี, ข้อบกพร่อง ทั่วไป, ตัวอย่างขอบเขต และ ชิ้นงานดี ที่ถูก คัดออก ง่าย ต้องกำหนด ผู้รับผิดชอบ ของ การทบทวน และ การย้อนกลับ โมเดล ก่อนผลิตจริง
สำหรับ ตัวอย่างและรีวิว ทีมต้องเปลี่ยน จังหวะผลิต การเปลี่ยนรุ่น นิยาม ข้อบกพร่อง ผู้รับผิดชอบ การทบทวน และขอบเขตหยุดไลน์ของ ไลน์ประกอบมือยานยนต์ ให้เป็น รายการตรวจสอบ ที่ทำจริงได้ SOP-200 สถานีตรวจยืนยันงานด้วยวิชัน ไม่ใช่แค่กล้องหรือซอฟต์แวร์ แต่ต้องตรวจร่วมกับ ฟิกซ์เจอร์ แสง สัญญาณทริกเกอร์, PLC, การประมวลผลที่ขอบเครือข่าย, การจัดเก็บในเครื่อง และการทำงานของ ผู้ปฏิบัติงาน เพื่อให้ ทบทวนการติดตั้ง เป็นหลักฐานวิศวกรรม
ฝั่งอุปกรณ์ อัลกอริทึมอย่างเดียวไม่พอ ขอบเขตภาพ, มุมแสง, ท่าทางชิ้นงาน, การสั่น, ฝุ่น, แสงสะท้อน, อุณหภูมิ การเบี่ยงเบน และ ระบบลม จังหวะเวลา ล้วนมีผลต่อผลลัพธ์ ถ้า อินพุต ไม่นิ่ง การ ฝึกโมเดล โมเดล เพิ่มก็ถูกความแปรปรวนหน้างานกลบได้ บทความต้องอธิบายขอบเขตเครื่อง สภาพแวดล้อม และการทำงาน
ฝั่งข้อมูล SOP-200 สถานีตรวจยืนยันงานด้วยวิชัน ควรเชื่อม ต้นฉบับ ภาพ, ผลลัพธ์ ภาพ, รุ่นผลิต, สูตร, เวอร์ชันโมเดล, งาน คำสั่งงาน, สัญญาณเตือน, การตัดสินจากการทบทวน และ สัญญาณคัดออก เป็น ห่วงโซ่บันทึก เดียว เมื่อ เครือข่ายขาด การตรวจในเครื่อง การเก็บหลักฐาน และ คัดออก ยังต้องทำงาน แล้วค่อย ซิงก์ ไป คลาวด์ หรือ MES เมื่อ เครือข่าย กลับมา
ฝั่งการตรวจรับ หน้าจอสำเร็จครั้งเดียวไม่พอพิสูจน์ ทบทวนการติดตั้ง รายงาน ที่ดีต้องรวม เวลาเดินเครื่องต่อเนื่อง, ระยะเผื่อรอบเวลา, การปฏิเสธผิด, ข้อบกพร่องที่พลาดตรวจ ความเสี่ยง, ผิดปกติ การกู้คืน, สิทธิ์, ตัวอย่าง ความครอบคลุม, ช่องรายงาน และ รอบบำรุงรักษา เพื่อให้ระบบอธิบายได้หลัง เริ่มผลิตจริง
ในการประเมินโครงการ ลูกค้าไม่ได้ดูแค่ โมเดล แต่ถามเรื่อง ขอบเขต ของอุปกรณ์ การเลือก กล้อง และ แสง, ขอบเขตการตรวจ, คุณภาพ ตรวจย้อนกลับ, PLC การเชื่อมต่อ, MES การเชื่อมต่อ และความเสี่ยง การปรับปรุงไลน์ ด้วย ตัวอย่างและรีวิว ควรตอบจากเงื่อนไขหน้างานจริง
การตรวจรับ
การตรวจรับควรครอบคลุม detection, ไลน์ การกระทำ, ข้อมูล และ การบำรุงรักษา รวมถึง เดินเครื่องต่อเนื่อง, จังหวะผลิต, การปฏิเสธผิด, ข้อบกพร่องที่พลาดตรวจ, การกู้คืน, สิทธิ์ และ ตรวจย้อนกลับ ช่องข้อมูล
สำหรับ การตรวจรับ ทีมต้องเปลี่ยน จังหวะผลิต การเปลี่ยนรุ่น นิยาม ข้อบกพร่อง ผู้รับผิดชอบ การทบทวน และขอบเขตหยุดไลน์ของ ไลน์ประกอบมือยานยนต์ ให้เป็น รายการตรวจสอบ ที่ทำจริงได้ SOP-200 สถานีตรวจยืนยันงานด้วยวิชัน ไม่ใช่แค่กล้องหรือซอฟต์แวร์ แต่ต้องตรวจร่วมกับ ฟิกซ์เจอร์ แสง สัญญาณทริกเกอร์, PLC, การประมวลผลที่ขอบเครือข่าย, การจัดเก็บในเครื่อง และการทำงานของ ผู้ปฏิบัติงาน เพื่อให้ ทบทวนการติดตั้ง เป็นหลักฐานวิศวกรรม
ฝั่งอุปกรณ์ อัลกอริทึมอย่างเดียวไม่พอ ขอบเขตภาพ, มุมแสง, ท่าทางชิ้นงาน, การสั่น, ฝุ่น, แสงสะท้อน, อุณหภูมิ การเบี่ยงเบน และ ระบบลม จังหวะเวลา ล้วนมีผลต่อผลลัพธ์ ถ้า อินพุต ไม่นิ่ง การ ฝึกโมเดล โมเดล เพิ่มก็ถูกความแปรปรวนหน้างานกลบได้ บทความต้องอธิบายขอบเขตเครื่อง สภาพแวดล้อม และการทำงาน
ฝั่งข้อมูล SOP-200 สถานีตรวจยืนยันงานด้วยวิชัน ควรเชื่อม ต้นฉบับ ภาพ, ผลลัพธ์ ภาพ, รุ่นผลิต, สูตร, เวอร์ชันโมเดล, งาน คำสั่งงาน, สัญญาณเตือน, การตัดสินจากการทบทวน และ สัญญาณคัดออก เป็น ห่วงโซ่บันทึก เดียว เมื่อ เครือข่ายขาด การตรวจในเครื่อง การเก็บหลักฐาน และ คัดออก ยังต้องทำงาน แล้วค่อย ซิงก์ ไป คลาวด์ หรือ MES เมื่อ เครือข่าย กลับมา
ฝั่งการตรวจรับ หน้าจอสำเร็จครั้งเดียวไม่พอพิสูจน์ ทบทวนการติดตั้ง รายงาน ที่ดีต้องรวม เวลาเดินเครื่องต่อเนื่อง, ระยะเผื่อรอบเวลา, การปฏิเสธผิด, ข้อบกพร่องที่พลาดตรวจ ความเสี่ยง, ผิดปกติ การกู้คืน, สิทธิ์, ตัวอย่าง ความครอบคลุม, ช่องรายงาน และ รอบบำรุงรักษา เพื่อให้ระบบอธิบายได้หลัง เริ่มผลิตจริง
ในการประเมินโครงการ ลูกค้าไม่ได้ดูแค่ โมเดล แต่ถามเรื่อง ขอบเขต ของอุปกรณ์ การเลือก กล้อง และ แสง, ขอบเขตการตรวจ, คุณภาพ ตรวจย้อนกลับ, PLC การเชื่อมต่อ, MES การเชื่อมต่อ และความเสี่ยง การปรับปรุงไลน์ ด้วย การตรวจรับ ควรตอบจากเงื่อนไขหน้างานจริง
บำรุงรักษาและขยายผล
หลัง เริ่มผลิตจริง ให้ตรวจ แสงเสื่อม, เลนส์สกปรก, การสึกของฟิกซ์เจอร์, ดิสก์ capacity, เวอร์ชันโมเดล และ การทบทวนตัวอย่าง หากจะ copy ไปอีกไลน์ต้องมี สูตร, ตัวอย่าง, การฝึกอบรม และ บันทึกเหตุการณ์
สำหรับ บำรุงรักษาและขยายผล ทีมต้องเปลี่ยน จังหวะผลิต การเปลี่ยนรุ่น นิยาม ข้อบกพร่อง ผู้รับผิดชอบ การทบทวน และขอบเขตหยุดไลน์ของ ไลน์ประกอบมือยานยนต์ ให้เป็น รายการตรวจสอบ ที่ทำจริงได้ SOP-200 สถานีตรวจยืนยันงานด้วยวิชัน ไม่ใช่แค่กล้องหรือซอฟต์แวร์ แต่ต้องตรวจร่วมกับ ฟิกซ์เจอร์ แสง สัญญาณทริกเกอร์, PLC, การประมวลผลที่ขอบเครือข่าย, การจัดเก็บในเครื่อง และการทำงานของ ผู้ปฏิบัติงาน เพื่อให้ ทบทวนการติดตั้ง เป็นหลักฐานวิศวกรรม
ฝั่งอุปกรณ์ อัลกอริทึมอย่างเดียวไม่พอ ขอบเขตภาพ, มุมแสง, ท่าทางชิ้นงาน, การสั่น, ฝุ่น, แสงสะท้อน, อุณหภูมิ การเบี่ยงเบน และ ระบบลม จังหวะเวลา ล้วนมีผลต่อผลลัพธ์ ถ้า อินพุต ไม่นิ่ง การ ฝึกโมเดล โมเดล เพิ่มก็ถูกความแปรปรวนหน้างานกลบได้ บทความต้องอธิบายขอบเขตเครื่อง สภาพแวดล้อม และการทำงาน
ฝั่งข้อมูล SOP-200 สถานีตรวจยืนยันงานด้วยวิชัน ควรเชื่อม ต้นฉบับ ภาพ, ผลลัพธ์ ภาพ, รุ่นผลิต, สูตร, เวอร์ชันโมเดล, งาน คำสั่งงาน, สัญญาณเตือน, การตัดสินจากการทบทวน และ สัญญาณคัดออก เป็น ห่วงโซ่บันทึก เดียว เมื่อ เครือข่ายขาด การตรวจในเครื่อง การเก็บหลักฐาน และ คัดออก ยังต้องทำงาน แล้วค่อย ซิงก์ ไป คลาวด์ หรือ MES เมื่อ เครือข่าย กลับมา
ฝั่งการตรวจรับ หน้าจอสำเร็จครั้งเดียวไม่พอพิสูจน์ ทบทวนการติดตั้ง รายงาน ที่ดีต้องรวม เวลาเดินเครื่องต่อเนื่อง, ระยะเผื่อรอบเวลา, การปฏิเสธผิด, ข้อบกพร่องที่พลาดตรวจ ความเสี่ยง, ผิดปกติ การกู้คืน, สิทธิ์, ตัวอย่าง ความครอบคลุม, ช่องรายงาน และ รอบบำรุงรักษา เพื่อให้ระบบอธิบายได้หลัง เริ่มผลิตจริง
ในการประเมินโครงการ ลูกค้าไม่ได้ดูแค่ โมเดล แต่ถามเรื่อง ขอบเขต ของอุปกรณ์ การเลือก กล้อง และ แสง, ขอบเขตการตรวจ, คุณภาพ ตรวจย้อนกลับ, PLC การเชื่อมต่อ, MES การเชื่อมต่อ และความเสี่ยง การปรับปรุงไลน์ ด้วย บำรุงรักษาและขยายผล ควรตอบจากเงื่อนไขหน้างานจริง
การประเมินของลูกค้า
ในการประเมินโครงการ ลูกค้าต้องเห็น ความเป็นไปได้, ความเสี่ยง, การตรวจรับ และ ตรวจย้อนกลับ ของ SOP-200 สถานีตรวจยืนยันงานด้วยวิชัน ตามสภาพจริงของ ไลน์ประกอบมือยานยนต์
สำหรับ การประเมินของลูกค้า ทีมต้องเปลี่ยน จังหวะผลิต การเปลี่ยนรุ่น นิยาม ข้อบกพร่อง ผู้รับผิดชอบ การทบทวน และขอบเขตหยุดไลน์ของ ไลน์ประกอบมือยานยนต์ ให้เป็น รายการตรวจสอบ ที่ทำจริงได้ SOP-200 สถานีตรวจยืนยันงานด้วยวิชัน ไม่ใช่แค่กล้องหรือซอฟต์แวร์ แต่ต้องตรวจร่วมกับ ฟิกซ์เจอร์ แสง สัญญาณทริกเกอร์, PLC, การประมวลผลที่ขอบเครือข่าย, การจัดเก็บในเครื่อง และการทำงานของ ผู้ปฏิบัติงาน เพื่อให้ ทบทวนการติดตั้ง เป็นหลักฐานวิศวกรรม
ฝั่งอุปกรณ์ อัลกอริทึมอย่างเดียวไม่พอ ขอบเขตภาพ, มุมแสง, ท่าทางชิ้นงาน, การสั่น, ฝุ่น, แสงสะท้อน, อุณหภูมิ การเบี่ยงเบน และ ระบบลม จังหวะเวลา ล้วนมีผลต่อผลลัพธ์ ถ้า อินพุต ไม่นิ่ง การ ฝึกโมเดล โมเดล เพิ่มก็ถูกความแปรปรวนหน้างานกลบได้ บทความต้องอธิบายขอบเขตเครื่อง สภาพแวดล้อม และการทำงาน
ฝั่งข้อมูล SOP-200 สถานีตรวจยืนยันงานด้วยวิชัน ควรเชื่อม ต้นฉบับ ภาพ, ผลลัพธ์ ภาพ, รุ่นผลิต, สูตร, เวอร์ชันโมเดล, งาน คำสั่งงาน, สัญญาณเตือน, การตัดสินจากการทบทวน และ สัญญาณคัดออก เป็น ห่วงโซ่บันทึก เดียว เมื่อ เครือข่ายขาด การตรวจในเครื่อง การเก็บหลักฐาน และ คัดออก ยังต้องทำงาน แล้วค่อย ซิงก์ ไป คลาวด์ หรือ MES เมื่อ เครือข่าย กลับมา
ฝั่งการตรวจรับ หน้าจอสำเร็จครั้งเดียวไม่พอพิสูจน์ ทบทวนการติดตั้ง รายงาน ที่ดีต้องรวม เวลาเดินเครื่องต่อเนื่อง, ระยะเผื่อรอบเวลา, การปฏิเสธผิด, ข้อบกพร่องที่พลาดตรวจ ความเสี่ยง, ผิดปกติ การกู้คืน, สิทธิ์, ตัวอย่าง ความครอบคลุม, ช่องรายงาน และ รอบบำรุงรักษา เพื่อให้ระบบอธิบายได้หลัง เริ่มผลิตจริง
ในการประเมินโครงการ ลูกค้าไม่ได้ดูแค่ โมเดล แต่ถามเรื่อง ขอบเขต ของอุปกรณ์ การเลือก กล้อง และ แสง, ขอบเขตการตรวจ, คุณภาพ ตรวจย้อนกลับ, PLC การเชื่อมต่อ, MES การเชื่อมต่อ และความเสี่ยง การปรับปรุงไลน์ ด้วย การประเมินของลูกค้า ควรตอบจากเงื่อนไขหน้างานจริง