
Why The Site Needs This Solution
A food and pharmaceutical packaging cap, label and seal inspection line usually has existing line speed, fixture space, operator habits and quality rules. Before Food And Pharmaceutical Packaging Cap Label Seal Inspection is judged, the team must decide which defects stop the part, which cases need review, which records stay with the batch and which actions affect downstream equipment.

Routine maintenance should include light decay, lens contamination, fixture wear, camera shift, disk capacity, sample drift and permission changes.
Site constraints are often more important than algorithm complexity. The same camera and model can behave differently across teams, fixtures and speeds, so process, equipment, quality and IT should review the boundary together.
Inspection Object And Imaging Boundary
Food And Pharmaceutical Packaging Cap Label Seal Inspection is shaped by material, reflection, transparency, part pose and incoming variation. Field of view, lens magnification, lighting angle, exposure, trigger point and fixture repeatability have to be designed together, not as separate pieces.
Site constraints are often more important than algorithm complexity. The same camera and model can behave differently across teams, fixtures and speeds, so process, equipment, quality and IT should review the boundary together.

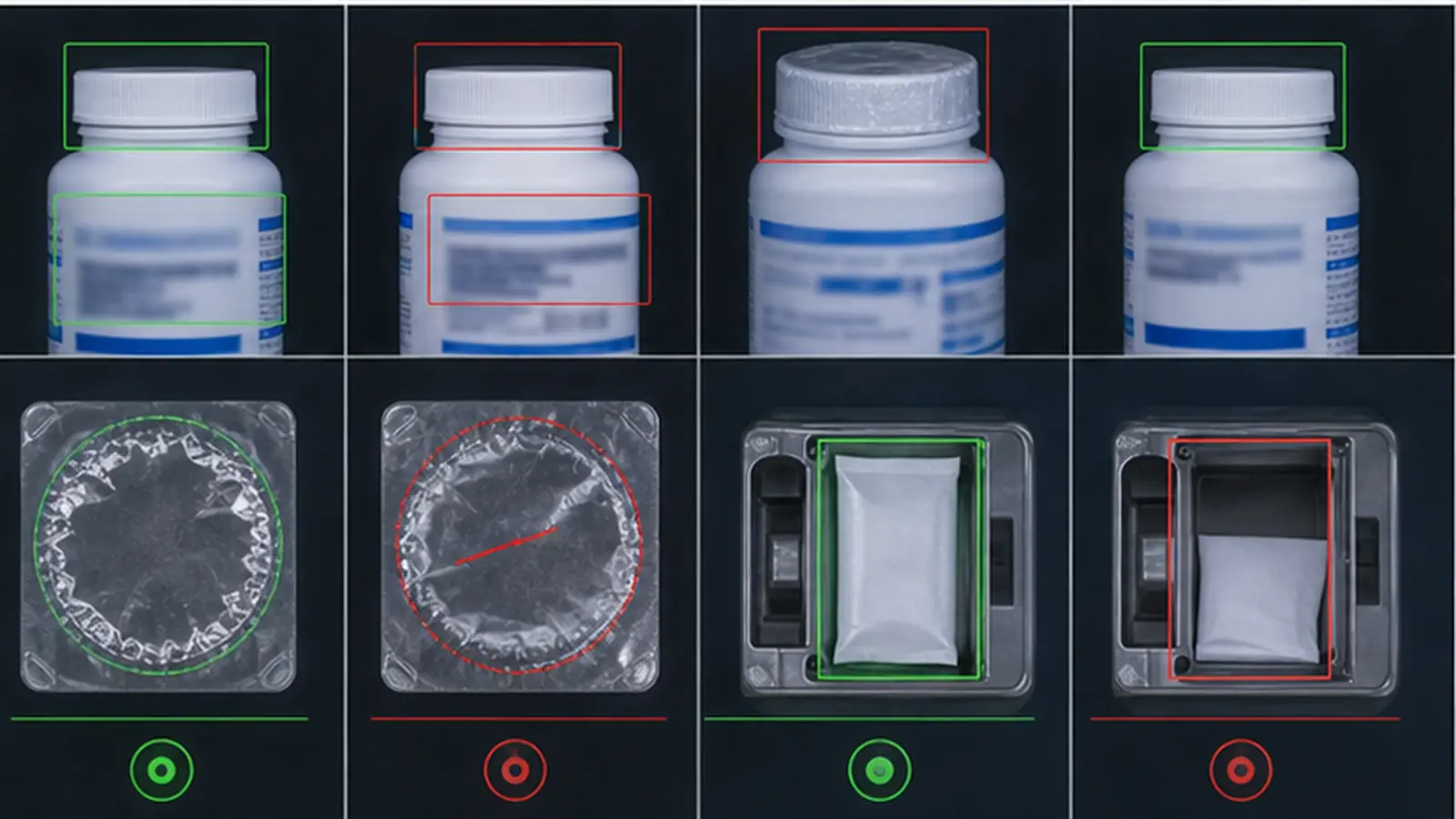
Image quality is not only brightness or sharpness. Reflective parts, transparent parts, tiny scratches and dimensional checks each need a different lighting and positioning strategy.
How Optics, Mechanics And Takt Time Work Together
Stability comes from controlling many small variables at the same time. Conveyor speed, positioning, code-reading order, light life, camera mounting, vibration and ambient light all need to be tested at real production speed.
Image quality is not only brightness or sharpness. Reflective parts, transparent parts, tiny scratches and dimensional checks each need a different lighting and positioning strategy.
Data must explain why a product was judged. Image, recipe version, model version, trigger source, reviewer and handling action form the evidence chain for later quality discussion.
Algorithms Must Follow Process Standards
Model logic and rule thresholds have to serve the process standard. The site needs clear evidence for every call, a defined path for boundary samples, review rules for false reject or miss risk, and release ownership for every recipe change.
Data must explain why a product was judged. Image, recipe version, model version, trigger source, reviewer and handling action form the evidence chain for later quality discussion.
Production stability matters more than visual novelty. Recipe release, model replacement, sample change and exception pass all need records so that short-term fixes do not damage the long-term standard.
Line Integration And Local Records
A food and pharmaceutical packaging cap, label and seal inspection line needs more than an OK or NG signal. The device should store work order, batch, recipe, image, result, review decision and exception status locally. Network loss must not stop local inspection or local evidence capture.
Production stability matters more than visual novelty. Recipe release, model replacement, sample change and exception pass all need records so that short-term fixes do not damage the long-term standard.
Retrofit projects also need attention to space, cable protection, cabinet heat, safety doors, reject response and stop logic.
Sample Library, Review And Exception Handling
The sample library is the long-term base of Food And Pharmaceutical Packaging Cap Label Seal Inspection. It should include standard good parts, typical defects, boundary samples and good parts that are easy to reject by mistake. Review conclusions should be returned to the library.
Retrofit projects also need attention to space, cable protection, cabinet heat, safety doors, reject response and stop logic.
Routine maintenance should include light decay, lens contamination, fixture wear, camera shift, disk capacity, sample drift and permission changes.
Acceptance, Training And Maintenance
Acceptance should cover continuous running, speed, changeover, exception recovery, permissions, export, image retention and maintenance handover. Operators, engineers and quality staff need different training points.
Routine maintenance should include light decay, lens contamination, fixture wear, camera shift, disk capacity, sample drift and permission changes.
Site constraints are often more important than algorithm complexity. The same camera and model can behave differently across teams, fixtures and speeds, so process, equipment, quality and IT should review the boundary together.
What To Check Before Replication
When the same solution is moved to another food and pharmaceutical packaging cap, label and seal inspection line, the team should re-check station space, incoming parts, fixture differences, takt margin and data interfaces. Good recipes, samples and incident records reduce the risk of copying the line.
Site constraints are often more important than algorithm complexity. The same camera and model can behave differently across teams, fixtures and speeds, so process, equipment, quality and IT should review the boundary together.
Image quality is not only brightness or sharpness. Reflective parts, transparent parts, tiny scratches and dimensional checks each need a different lighting and positioning strategy.