

현장 목표
CNC 정밀 부품 라인의 목표는 데모가 아니라 FM-500 2D 플래시 측정 시스템가 실제 택트에서 안정적으로 동작하는 것입니다. 제품 사양, 결함 기준, 작업 방식과 정지 창을 먼저 정의해야 제품 소개를 평가할 수 있습니다.
현장 목표에서는 CNC 정밀 부품 라인의 택트, 전환 빈도, 결함 정의, 재검토 책임, 정지 조건을 실행 가능한 목록으로 만들어야 합니다. FM-500 2D 플래시 측정 시스템는 단독 카메라나 소프트웨어가 아니라 지그, 조명, 트리거, PLC, 엣지 컴퓨팅, 로컬 저장, 현장 작업과 함께 검증되는 장비입니다. 이렇게 해야 제품 소개가 현장에서 재현 가능한 증거가 됩니다.
장비 측면에서 중요한 것은 알고리즘만이 아닙니다. 시야, 조명 각도, 제품 자세, 진동, 먼지, 반사, 온도 변화, 공압 동작이 안정적이어야 합니다. 입력 조건이 흔들리면 모델 학습도 현장 변동에 의해 상쇄됩니다. 따라서 장비 경계, 환경 경계, 작업 경계를 명확히 설명해야 합니다.
데이터 측면에서 FM-500 2D 플래시 측정 시스템는 원본 이미지, 결과 이미지, 배치, 레시피, 모델 버전, 작업 지시, 알람, 재검토, 배출 신호를 하나의 기록 체인으로 만들어야 합니다. 네트워크가 끊겨도 로컬 검사와 증거 저장, 배출은 계속되고 이후 클라우드나 MES로 동기화됩니다.
검수 측면에서 한 번의 성공 화면만으로 제품 소개를 증명할 수 없습니다. 연속 운전 시간, 택트 여유, 오배출, 미검출, 복구, 권한, 샘플 범위, 보고서 필드, 유지보수 주기를 같은 표에 넣어야 양산 후에도 설명 가능한 시스템이 됩니다.

프로젝트 평가에서 고객은 모델명뿐 아니라 장비 구성, 카메라와 조명 선정, 검사 경계, 품질 추적, PLC 연동, MES 연동, 라인 자동화 개조 리스크를 확인합니다. 현장 목표에서는 현장 조건을 기준으로 판단 근거를 제시해야 합니다.
시스템 범위
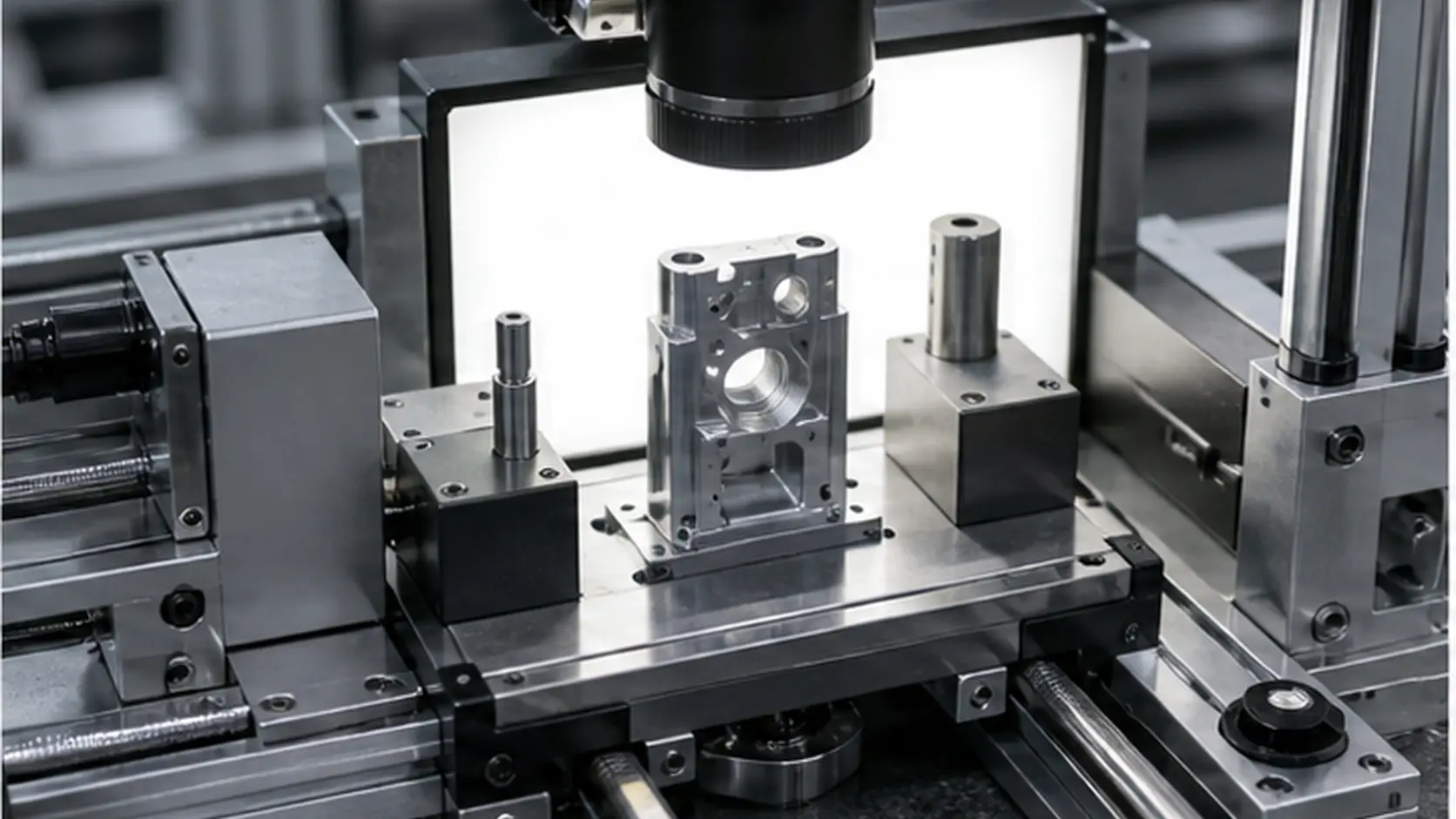
FM-500 2D 플래시 측정 시스템는 영상, 제어, 알고리즘, 데이터, 라인 연동으로 구성됩니다. 카메라, 렌즈, 조명, 트리거, 지그, 이송, 엣지 컴퓨팅과 레시피가 같은 경계 안에서 설계되어야 합니다.
시스템 범위에서는 CNC 정밀 부품 라인의 택트, 전환 빈도, 결함 정의, 재검토 책임, 정지 조건을 실행 가능한 목록으로 만들어야 합니다. FM-500 2D 플래시 측정 시스템는 단독 카메라나 소프트웨어가 아니라 지그, 조명, 트리거, PLC, 엣지 컴퓨팅, 로컬 저장, 현장 작업과 함께 검증되는 장비입니다. 이렇게 해야 제품 소개가 현장에서 재현 가능한 증거가 됩니다.
장비 측면에서 중요한 것은 알고리즘만이 아닙니다. 시야, 조명 각도, 제품 자세, 진동, 먼지, 반사, 온도 변화, 공압 동작이 안정적이어야 합니다. 입력 조건이 흔들리면 모델 학습도 현장 변동에 의해 상쇄됩니다. 따라서 장비 경계, 환경 경계, 작업 경계를 명확히 설명해야 합니다.
데이터 측면에서 FM-500 2D 플래시 측정 시스템는 원본 이미지, 결과 이미지, 배치, 레시피, 모델 버전, 작업 지시, 알람, 재검토, 배출 신호를 하나의 기록 체인으로 만들어야 합니다. 네트워크가 끊겨도 로컬 검사와 증거 저장, 배출은 계속되고 이후 클라우드나 MES로 동기화됩니다.
검수 측면에서 한 번의 성공 화면만으로 제품 소개를 증명할 수 없습니다. 연속 운전 시간, 택트 여유, 오배출, 미검출, 복구, 권한, 샘플 범위, 보고서 필드, 유지보수 주기를 같은 표에 넣어야 양산 후에도 설명 가능한 시스템이 됩니다.
프로젝트 평가에서 고객은 모델명뿐 아니라 장비 구성, 카메라와 조명 선정, 검사 경계, 품질 추적, PLC 연동, MES 연동, 라인 자동화 개조 리스크를 확인합니다. 시스템 범위에서는 현장 조건을 기준으로 판단 근거를 제시해야 합니다.
설치 관리 변수
설치 시 조명 각도, 시야, 지그 반복성, 트리거 타이밍, 배선, 공압, 제어반 온도를 확인합니다. 작은 변동도 오판, 누락 촬영, 결과 불일치를 만들 수 있습니다.
설치 관리 변수에서는 CNC 정밀 부품 라인의 택트, 전환 빈도, 결함 정의, 재검토 책임, 정지 조건을 실행 가능한 목록으로 만들어야 합니다. FM-500 2D 플래시 측정 시스템는 단독 카메라나 소프트웨어가 아니라 지그, 조명, 트리거, PLC, 엣지 컴퓨팅, 로컬 저장, 현장 작업과 함께 검증되는 장비입니다. 이렇게 해야 제품 소개가 현장에서 재현 가능한 증거가 됩니다.
장비 측면에서 중요한 것은 알고리즘만이 아닙니다. 시야, 조명 각도, 제품 자세, 진동, 먼지, 반사, 온도 변화, 공압 동작이 안정적이어야 합니다. 입력 조건이 흔들리면 모델 학습도 현장 변동에 의해 상쇄됩니다. 따라서 장비 경계, 환경 경계, 작업 경계를 명확히 설명해야 합니다.
데이터 측면에서 FM-500 2D 플래시 측정 시스템는 원본 이미지, 결과 이미지, 배치, 레시피, 모델 버전, 작업 지시, 알람, 재검토, 배출 신호를 하나의 기록 체인으로 만들어야 합니다. 네트워크가 끊겨도 로컬 검사와 증거 저장, 배출은 계속되고 이후 클라우드나 MES로 동기화됩니다.
검수 측면에서 한 번의 성공 화면만으로 제품 소개를 증명할 수 없습니다. 연속 운전 시간, 택트 여유, 오배출, 미검출, 복구, 권한, 샘플 범위, 보고서 필드, 유지보수 주기를 같은 표에 넣어야 양산 후에도 설명 가능한 시스템이 됩니다.
프로젝트 평가에서 고객은 모델명뿐 아니라 장비 구성, 카메라와 조명 선정, 검사 경계, 품질 추적, PLC 연동, MES 연동, 라인 자동화 개조 리스크를 확인합니다. 설치 관리 변수에서는 현장 조건을 기준으로 판단 근거를 제시해야 합니다.
PLC·MES·로컬 데이터
OK/NG만 기록해서는 부족합니다. PLC 신호, MES 오더, 배치, 레시피, 모델 버전, 이미지, 재검토 결과를 로컬에 저장하고 네트워크가 가능할 때 업로드합니다.
PLC·MES·로컬 데이터에서는 CNC 정밀 부품 라인의 택트, 전환 빈도, 결함 정의, 재검토 책임, 정지 조건을 실행 가능한 목록으로 만들어야 합니다. FM-500 2D 플래시 측정 시스템는 단독 카메라나 소프트웨어가 아니라 지그, 조명, 트리거, PLC, 엣지 컴퓨팅, 로컬 저장, 현장 작업과 함께 검증되는 장비입니다. 이렇게 해야 제품 소개가 현장에서 재현 가능한 증거가 됩니다.
장비 측면에서 중요한 것은 알고리즘만이 아닙니다. 시야, 조명 각도, 제품 자세, 진동, 먼지, 반사, 온도 변화, 공압 동작이 안정적이어야 합니다. 입력 조건이 흔들리면 모델 학습도 현장 변동에 의해 상쇄됩니다. 따라서 장비 경계, 환경 경계, 작업 경계를 명확히 설명해야 합니다.
데이터 측면에서 FM-500 2D 플래시 측정 시스템는 원본 이미지, 결과 이미지, 배치, 레시피, 모델 버전, 작업 지시, 알람, 재검토, 배출 신호를 하나의 기록 체인으로 만들어야 합니다. 네트워크가 끊겨도 로컬 검사와 증거 저장, 배출은 계속되고 이후 클라우드나 MES로 동기화됩니다.
검수 측면에서 한 번의 성공 화면만으로 제품 소개를 증명할 수 없습니다. 연속 운전 시간, 택트 여유, 오배출, 미검출, 복구, 권한, 샘플 범위, 보고서 필드, 유지보수 주기를 같은 표에 넣어야 양산 후에도 설명 가능한 시스템이 됩니다.
프로젝트 평가에서 고객은 모델명뿐 아니라 장비 구성, 카메라와 조명 선정, 검사 경계, 품질 추적, PLC 연동, MES 연동, 라인 자동화 개조 리스크를 확인합니다. PLC·MES·로컬 데이터에서는 현장 조건을 기준으로 판단 근거를 제시해야 합니다.
샘플과 재검토
샘플 라이브러리에는 양품, 대표 불량, 경계 샘플, 오검출되기 쉬운 양품이 필요합니다. 재검토 책임과 모델 롤백 기준을 양산 전에 확정해야 합니다.
샘플과 재검토에서는 CNC 정밀 부품 라인의 택트, 전환 빈도, 결함 정의, 재검토 책임, 정지 조건을 실행 가능한 목록으로 만들어야 합니다. FM-500 2D 플래시 측정 시스템는 단독 카메라나 소프트웨어가 아니라 지그, 조명, 트리거, PLC, 엣지 컴퓨팅, 로컬 저장, 현장 작업과 함께 검증되는 장비입니다. 이렇게 해야 제품 소개가 현장에서 재현 가능한 증거가 됩니다.
장비 측면에서 중요한 것은 알고리즘만이 아닙니다. 시야, 조명 각도, 제품 자세, 진동, 먼지, 반사, 온도 변화, 공압 동작이 안정적이어야 합니다. 입력 조건이 흔들리면 모델 학습도 현장 변동에 의해 상쇄됩니다. 따라서 장비 경계, 환경 경계, 작업 경계를 명확히 설명해야 합니다.
데이터 측면에서 FM-500 2D 플래시 측정 시스템는 원본 이미지, 결과 이미지, 배치, 레시피, 모델 버전, 작업 지시, 알람, 재검토, 배출 신호를 하나의 기록 체인으로 만들어야 합니다. 네트워크가 끊겨도 로컬 검사와 증거 저장, 배출은 계속되고 이후 클라우드나 MES로 동기화됩니다.
검수 측면에서 한 번의 성공 화면만으로 제품 소개를 증명할 수 없습니다. 연속 운전 시간, 택트 여유, 오배출, 미검출, 복구, 권한, 샘플 범위, 보고서 필드, 유지보수 주기를 같은 표에 넣어야 양산 후에도 설명 가능한 시스템이 됩니다.
프로젝트 평가에서 고객은 모델명뿐 아니라 장비 구성, 카메라와 조명 선정, 검사 경계, 품질 추적, PLC 연동, MES 연동, 라인 자동화 개조 리스크를 확인합니다. 샘플과 재검토에서는 현장 조건을 기준으로 판단 근거를 제시해야 합니다.
검수 지표
검수는 검사 능력, 라인 동작, 데이터, 유지보수로 나누어야 합니다. 연속 운전, 택트, 오배출, 미검출, 복구, 권한, 추적 필드를 같은 보고서에 남깁니다.
검수 지표에서는 CNC 정밀 부품 라인의 택트, 전환 빈도, 결함 정의, 재검토 책임, 정지 조건을 실행 가능한 목록으로 만들어야 합니다. FM-500 2D 플래시 측정 시스템는 단독 카메라나 소프트웨어가 아니라 지그, 조명, 트리거, PLC, 엣지 컴퓨팅, 로컬 저장, 현장 작업과 함께 검증되는 장비입니다. 이렇게 해야 제품 소개가 현장에서 재현 가능한 증거가 됩니다.
장비 측면에서 중요한 것은 알고리즘만이 아닙니다. 시야, 조명 각도, 제품 자세, 진동, 먼지, 반사, 온도 변화, 공압 동작이 안정적이어야 합니다. 입력 조건이 흔들리면 모델 학습도 현장 변동에 의해 상쇄됩니다. 따라서 장비 경계, 환경 경계, 작업 경계를 명확히 설명해야 합니다.
데이터 측면에서 FM-500 2D 플래시 측정 시스템는 원본 이미지, 결과 이미지, 배치, 레시피, 모델 버전, 작업 지시, 알람, 재검토, 배출 신호를 하나의 기록 체인으로 만들어야 합니다. 네트워크가 끊겨도 로컬 검사와 증거 저장, 배출은 계속되고 이후 클라우드나 MES로 동기화됩니다.
검수 측면에서 한 번의 성공 화면만으로 제품 소개를 증명할 수 없습니다. 연속 운전 시간, 택트 여유, 오배출, 미검출, 복구, 권한, 샘플 범위, 보고서 필드, 유지보수 주기를 같은 표에 넣어야 양산 후에도 설명 가능한 시스템이 됩니다.
프로젝트 평가에서 고객은 모델명뿐 아니라 장비 구성, 카메라와 조명 선정, 검사 경계, 품질 추적, PLC 연동, MES 연동, 라인 자동화 개조 리스크를 확인합니다. 검수 지표에서는 현장 조건을 기준으로 판단 근거를 제시해야 합니다.
유지보수와 복제
가동 후에는 조명 열화, 렌즈 오염, 지그 마모, 디스크 용량, 모델 버전, 샘플 검토를 계속 확인합니다. 다른 라인에 복제하려면 레시피, 샘플, 교육, 이상 기록이 필요합니다.
유지보수와 복제에서는 CNC 정밀 부품 라인의 택트, 전환 빈도, 결함 정의, 재검토 책임, 정지 조건을 실행 가능한 목록으로 만들어야 합니다. FM-500 2D 플래시 측정 시스템는 단독 카메라나 소프트웨어가 아니라 지그, 조명, 트리거, PLC, 엣지 컴퓨팅, 로컬 저장, 현장 작업과 함께 검증되는 장비입니다. 이렇게 해야 제품 소개가 현장에서 재현 가능한 증거가 됩니다.
장비 측면에서 중요한 것은 알고리즘만이 아닙니다. 시야, 조명 각도, 제품 자세, 진동, 먼지, 반사, 온도 변화, 공압 동작이 안정적이어야 합니다. 입력 조건이 흔들리면 모델 학습도 현장 변동에 의해 상쇄됩니다. 따라서 장비 경계, 환경 경계, 작업 경계를 명확히 설명해야 합니다.
데이터 측면에서 FM-500 2D 플래시 측정 시스템는 원본 이미지, 결과 이미지, 배치, 레시피, 모델 버전, 작업 지시, 알람, 재검토, 배출 신호를 하나의 기록 체인으로 만들어야 합니다. 네트워크가 끊겨도 로컬 검사와 증거 저장, 배출은 계속되고 이후 클라우드나 MES로 동기화됩니다.
검수 측면에서 한 번의 성공 화면만으로 제품 소개를 증명할 수 없습니다. 연속 운전 시간, 택트 여유, 오배출, 미검출, 복구, 권한, 샘플 범위, 보고서 필드, 유지보수 주기를 같은 표에 넣어야 양산 후에도 설명 가능한 시스템이 됩니다.
프로젝트 평가에서 고객은 모델명뿐 아니라 장비 구성, 카메라와 조명 선정, 검사 경계, 품질 추적, PLC 연동, MES 연동, 라인 자동화 개조 리스크를 확인합니다. 유지보수와 복제에서는 현장 조건을 기준으로 판단 근거를 제시해야 합니다.
고객 평가 핵심
고객이 FM-500 2D 플래시 측정 시스템, CNC 정밀 부품 라인, 제품 소개를 평가할 때 원하는 것은 적용 가능성, 위험, 검수 방법, 추적성, 유사 라인 복제 가능성입니다. 본문은 그 판단 근거를 구체적으로 제시해야 합니다.
고객 평가 핵심에서는 CNC 정밀 부품 라인의 택트, 전환 빈도, 결함 정의, 재검토 책임, 정지 조건을 실행 가능한 목록으로 만들어야 합니다. FM-500 2D 플래시 측정 시스템는 단독 카메라나 소프트웨어가 아니라 지그, 조명, 트리거, PLC, 엣지 컴퓨팅, 로컬 저장, 현장 작업과 함께 검증되는 장비입니다. 이렇게 해야 제품 소개가 현장에서 재현 가능한 증거가 됩니다.
장비 측면에서 중요한 것은 알고리즘만이 아닙니다. 시야, 조명 각도, 제품 자세, 진동, 먼지, 반사, 온도 변화, 공압 동작이 안정적이어야 합니다. 입력 조건이 흔들리면 모델 학습도 현장 변동에 의해 상쇄됩니다. 따라서 장비 경계, 환경 경계, 작업 경계를 명확히 설명해야 합니다.
데이터 측면에서 FM-500 2D 플래시 측정 시스템는 원본 이미지, 결과 이미지, 배치, 레시피, 모델 버전, 작업 지시, 알람, 재검토, 배출 신호를 하나의 기록 체인으로 만들어야 합니다. 네트워크가 끊겨도 로컬 검사와 증거 저장, 배출은 계속되고 이후 클라우드나 MES로 동기화됩니다.
검수 측면에서 한 번의 성공 화면만으로 제품 소개를 증명할 수 없습니다. 연속 운전 시간, 택트 여유, 오배출, 미검출, 복구, 권한, 샘플 범위, 보고서 필드, 유지보수 주기를 같은 표에 넣어야 양산 후에도 설명 가능한 시스템이 됩니다.
프로젝트 평가에서 고객은 모델명뿐 아니라 장비 구성, 카메라와 조명 선정, 검사 경계, 품질 추적, PLC 연동, MES 연동, 라인 자동화 개조 리스크를 확인합니다. 고객 평가 핵심에서는 현장 조건을 기준으로 판단 근거를 제시해야 합니다.