

साइट लक्ष्य
CNC प्रिसिजन पार्ट्स लाइन में लक्ष्य केवल डेमो नहीं, स्थिर उत्पादन है। FM-500 2D फ्लैश मापन प्रणाली को वास्तविक उत्पादन ताल, उत्पाद वैरिएंट, दोष नियम और ऑपरेटर कार्रवाई के साथ चलना चाहिए, तभी उत्पाद परिचय आंका जा सकता है।
साइट लक्ष्य के लिए टीम को CNC प्रिसिजन पार्ट्स लाइन की उत्पादन ताल, बदलने की आवृत्ति, दोष परिभाषा, reदृश्य क्षेत्र जिम्मेदारी और स्टॉप लाइन सीमा को लागू होने वाली चेकलिस्ट में बदलना चाहिए। FM-500 2D फ्लैश मापन प्रणाली केवल कैमरा या सॉफ्टवेयर नहीं है; इसे फिक्स्चर, प्रकाश, ट्रिगर, PLC, एज कंप्यूटिंग, स्थानीय भंडारण और ऑपरेटर कार्रवाई के साथ सत्यापित करना पड़ता है। तभी उत्पाद परिचय दावा नहीं, इंजीनियरिंग प्रमाण बनता है।
उपकरण पक्ष पर केवल एल्गोरिद्म निर्णायक नहीं होता। दृश्य क्षेत्र, प्रकाश कोण, पार्ट की स्थिति, कंपन, धूल, परावर्तन, तापमान विचलन और न्यूमैटिक टाइमिंग परिणाम बदलते हैं। यदि इनपुट स्थिर नहीं हैं, तो अतिरिक्त मॉडल प्रशिक्षण भी साइट भिन्नता से कमजोर हो जाता है। लेख को मशीन, वातावरण और संचालन सीमा साफ बतानी चाहिए।
डेटा पक्ष पर FM-500 2D फ्लैश मापन प्रणाली मूल चित्र, परिणाम चित्र, बैच, रेसिपी, मॉडल संस्करण, कार्य आदेश, अलार्म, reदृश्य क्षेत्र निर्णय और अस्वीकृति संकेत को एक रिकॉर्ड श्रृंखला में जोड़ता है। नेटवर्क बंद होने पर स्थानीय निरीक्षण, प्रमाण भंडारण और अस्वीकृति कार्रवाई जारी रहती है; नेटवर्क लौटने पर डेटा क्लाउड या MES में सिंक होता है।
स्वीकृति पक्ष पर एक सफल स्क्रीनशॉट उत्पाद परिचय साबित नहीं करता। मजबूत रिपोर्ट में लगातार चलने का समय, चक्र मार्जिन, गलत अस्वीकृति, छूटा दोष जोखिम, असामान्य पुनर्प्राप्ति, अनुमति नियंत्रण, नमूना कवरेज, रिपोर्ट फ़ील्ड और रखरखाव चक्र साथ होने चाहिए। इससे उत्पादन शुरू होने के बाद भी सिस्टम समझाया जा सकता है।

प्रोजेक्ट मूल्यांकन में ग्राहक केवल उत्पाद मॉडल नहीं देखता; वह उपकरण दायरा, कैमरा और प्रकाश व्यवस्था चयन, निरीक्षण सीमा, गुणवत्ता ट्रेसबिलिटी, PLC एकीकरण, MES एकीकरण और लाइन सुधार जोखिम भी पूछता है। साइट लक्ष्य को साइट स्थिति के आधार पर निर्णय सामग्री देनी चाहिए।
सिस्टम सीमा
FM-500 2D फ्लैश मापन प्रणाली इमेजिंग, कंट्रोल, एल्गोरिद्म, डेटा और लाइन एक्शन को जोड़ता है। कैमरा, लेंस, लाइट, ट्रिगर, फिक्स्चर, कन्वेयर और रेसिपी की सीमा एक होनी चाहिए।
सिस्टम सीमा के लिए टीम को CNC प्रिसिजन पार्ट्स लाइन की उत्पादन ताल, बदलने की आवृत्ति, दोष परिभाषा, reदृश्य क्षेत्र जिम्मेदारी और स्टॉप लाइन सीमा को लागू होने वाली चेकलिस्ट में बदलना चाहिए। FM-500 2D फ्लैश मापन प्रणाली केवल कैमरा या सॉफ्टवेयर नहीं है; इसे फिक्स्चर, प्रकाश, ट्रिगर, PLC, एज कंप्यूटिंग, स्थानीय भंडारण और ऑपरेटर कार्रवाई के साथ सत्यापित करना पड़ता है। तभी उत्पाद परिचय दावा नहीं, इंजीनियरिंग प्रमाण बनता है।
उपकरण पक्ष पर केवल एल्गोरिद्म निर्णायक नहीं होता। दृश्य क्षेत्र, प्रकाश कोण, पार्ट की स्थिति, कंपन, धूल, परावर्तन, तापमान विचलन और न्यूमैटिक टाइमिंग परिणाम बदलते हैं। यदि इनपुट स्थिर नहीं हैं, तो अतिरिक्त मॉडल प्रशिक्षण भी साइट भिन्नता से कमजोर हो जाता है। लेख को मशीन, वातावरण और संचालन सीमा साफ बतानी चाहिए।
डेटा पक्ष पर FM-500 2D फ्लैश मापन प्रणाली मूल चित्र, परिणाम चित्र, बैच, रेसिपी, मॉडल संस्करण, कार्य आदेश, अलार्म, reदृश्य क्षेत्र निर्णय और अस्वीकृति संकेत को एक रिकॉर्ड श्रृंखला में जोड़ता है। नेटवर्क बंद होने पर स्थानीय निरीक्षण, प्रमाण भंडारण और अस्वीकृति कार्रवाई जारी रहती है; नेटवर्क लौटने पर डेटा क्लाउड या MES में सिंक होता है।
स्वीकृति पक्ष पर एक सफल स्क्रीनशॉट उत्पाद परिचय साबित नहीं करता। मजबूत रिपोर्ट में लगातार चलने का समय, चक्र मार्जिन, गलत अस्वीकृति, छूटा दोष जोखिम, असामान्य पुनर्प्राप्ति, अनुमति नियंत्रण, नमूना कवरेज, रिपोर्ट फ़ील्ड और रखरखाव चक्र साथ होने चाहिए। इससे उत्पादन शुरू होने के बाद भी सिस्टम समझाया जा सकता है।
प्रोजेक्ट मूल्यांकन में ग्राहक केवल उत्पाद मॉडल नहीं देखता; वह उपकरण दायरा, कैमरा और प्रकाश व्यवस्था चयन, निरीक्षण सीमा, गुणवत्ता ट्रेसबिलिटी, PLC एकीकरण, MES एकीकरण और लाइन सुधार जोखिम भी पूछता है। सिस्टम सीमा को साइट स्थिति के आधार पर निर्णय सामग्री देनी चाहिए।
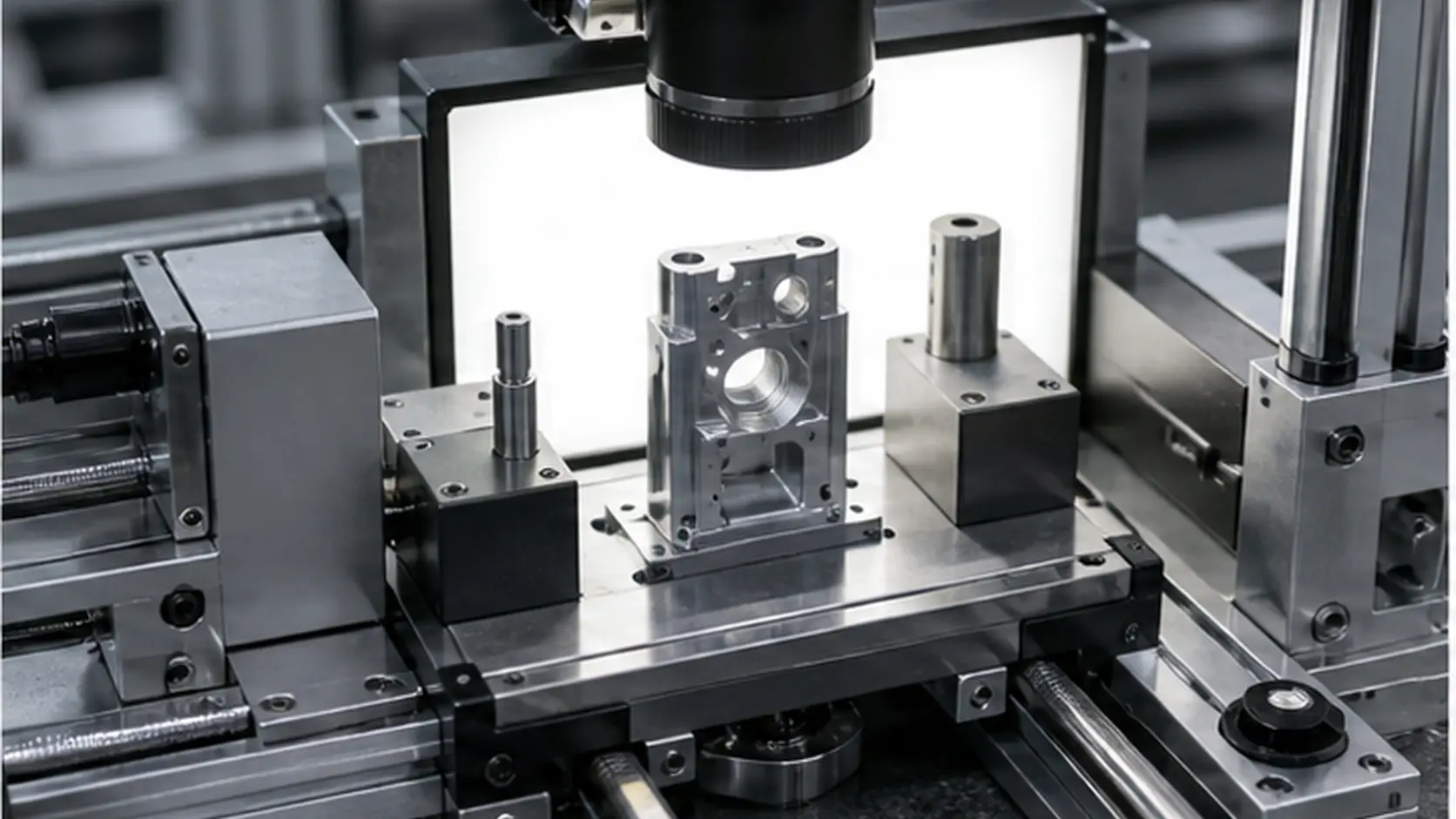
इंस्टॉलेशन
इंस्टॉलेशन में लाइट कोण, दृश्य क्षेत्र, फिक्स्चर की पुनरावृत्ति, ट्रिगर, केबल, हवा और कैबिनेट तापमान देखना जरूरी है। छोटा विचलन भी गलत अस्वीकृति या छूटी हुई चित्र दे सकता है।
इंस्टॉलेशन के लिए टीम को CNC प्रिसिजन पार्ट्स लाइन की उत्पादन ताल, बदलने की आवृत्ति, दोष परिभाषा, reदृश्य क्षेत्र जिम्मेदारी और स्टॉप लाइन सीमा को लागू होने वाली चेकलिस्ट में बदलना चाहिए। FM-500 2D फ्लैश मापन प्रणाली केवल कैमरा या सॉफ्टवेयर नहीं है; इसे फिक्स्चर, प्रकाश, ट्रिगर, PLC, एज कंप्यूटिंग, स्थानीय भंडारण और ऑपरेटर कार्रवाई के साथ सत्यापित करना पड़ता है। तभी उत्पाद परिचय दावा नहीं, इंजीनियरिंग प्रमाण बनता है।
उपकरण पक्ष पर केवल एल्गोरिद्म निर्णायक नहीं होता। दृश्य क्षेत्र, प्रकाश कोण, पार्ट की स्थिति, कंपन, धूल, परावर्तन, तापमान विचलन और न्यूमैटिक टाइमिंग परिणाम बदलते हैं। यदि इनपुट स्थिर नहीं हैं, तो अतिरिक्त मॉडल प्रशिक्षण भी साइट भिन्नता से कमजोर हो जाता है। लेख को मशीन, वातावरण और संचालन सीमा साफ बतानी चाहिए।
डेटा पक्ष पर FM-500 2D फ्लैश मापन प्रणाली मूल चित्र, परिणाम चित्र, बैच, रेसिपी, मॉडल संस्करण, कार्य आदेश, अलार्म, reदृश्य क्षेत्र निर्णय और अस्वीकृति संकेत को एक रिकॉर्ड श्रृंखला में जोड़ता है। नेटवर्क बंद होने पर स्थानीय निरीक्षण, प्रमाण भंडारण और अस्वीकृति कार्रवाई जारी रहती है; नेटवर्क लौटने पर डेटा क्लाउड या MES में सिंक होता है।
स्वीकृति पक्ष पर एक सफल स्क्रीनशॉट उत्पाद परिचय साबित नहीं करता। मजबूत रिपोर्ट में लगातार चलने का समय, चक्र मार्जिन, गलत अस्वीकृति, छूटा दोष जोखिम, असामान्य पुनर्प्राप्ति, अनुमति नियंत्रण, नमूना कवरेज, रिपोर्ट फ़ील्ड और रखरखाव चक्र साथ होने चाहिए। इससे उत्पादन शुरू होने के बाद भी सिस्टम समझाया जा सकता है।
प्रोजेक्ट मूल्यांकन में ग्राहक केवल उत्पाद मॉडल नहीं देखता; वह उपकरण दायरा, कैमरा और प्रकाश व्यवस्था चयन, निरीक्षण सीमा, गुणवत्ता ट्रेसबिलिटी, PLC एकीकरण, MES एकीकरण और लाइन सुधार जोखिम भी पूछता है। इंस्टॉलेशन को साइट स्थिति के आधार पर निर्णय सामग्री देनी चाहिए।
PLC, MES और स्थानीय डेटा
सिर्फ OK/NG पर्याप्त नहीं है। PLC सिग्नल, MES कार्य आदेश, बैच, रेसिपी, मॉडल संस्करण, चित्र और reदृश्य क्षेत्र परिणाम को स्थानीय में रखना और नेटवर्क आने पर सिंक करना चाहिए।
PLC, MES और स्थानीय डेटा के लिए टीम को CNC प्रिसिजन पार्ट्स लाइन की उत्पादन ताल, बदलने की आवृत्ति, दोष परिभाषा, reदृश्य क्षेत्र जिम्मेदारी और स्टॉप लाइन सीमा को लागू होने वाली चेकलिस्ट में बदलना चाहिए। FM-500 2D फ्लैश मापन प्रणाली केवल कैमरा या सॉफ्टवेयर नहीं है; इसे फिक्स्चर, प्रकाश, ट्रिगर, PLC, एज कंप्यूटिंग, स्थानीय भंडारण और ऑपरेटर कार्रवाई के साथ सत्यापित करना पड़ता है। तभी उत्पाद परिचय दावा नहीं, इंजीनियरिंग प्रमाण बनता है।
उपकरण पक्ष पर केवल एल्गोरिद्म निर्णायक नहीं होता। दृश्य क्षेत्र, प्रकाश कोण, पार्ट की स्थिति, कंपन, धूल, परावर्तन, तापमान विचलन और न्यूमैटिक टाइमिंग परिणाम बदलते हैं। यदि इनपुट स्थिर नहीं हैं, तो अतिरिक्त मॉडल प्रशिक्षण भी साइट भिन्नता से कमजोर हो जाता है। लेख को मशीन, वातावरण और संचालन सीमा साफ बतानी चाहिए।
डेटा पक्ष पर FM-500 2D फ्लैश मापन प्रणाली मूल चित्र, परिणाम चित्र, बैच, रेसिपी, मॉडल संस्करण, कार्य आदेश, अलार्म, reदृश्य क्षेत्र निर्णय और अस्वीकृति संकेत को एक रिकॉर्ड श्रृंखला में जोड़ता है। नेटवर्क बंद होने पर स्थानीय निरीक्षण, प्रमाण भंडारण और अस्वीकृति कार्रवाई जारी रहती है; नेटवर्क लौटने पर डेटा क्लाउड या MES में सिंक होता है।
स्वीकृति पक्ष पर एक सफल स्क्रीनशॉट उत्पाद परिचय साबित नहीं करता। मजबूत रिपोर्ट में लगातार चलने का समय, चक्र मार्जिन, गलत अस्वीकृति, छूटा दोष जोखिम, असामान्य पुनर्प्राप्ति, अनुमति नियंत्रण, नमूना कवरेज, रिपोर्ट फ़ील्ड और रखरखाव चक्र साथ होने चाहिए। इससे उत्पादन शुरू होने के बाद भी सिस्टम समझाया जा सकता है।
प्रोजेक्ट मूल्यांकन में ग्राहक केवल उत्पाद मॉडल नहीं देखता; वह उपकरण दायरा, कैमरा और प्रकाश व्यवस्था चयन, निरीक्षण सीमा, गुणवत्ता ट्रेसबिलिटी, PLC एकीकरण, MES एकीकरण और लाइन सुधार जोखिम भी पूछता है। PLC, MES और स्थानीय डेटा को साइट स्थिति के आधार पर निर्णय सामग्री देनी चाहिए।
नमूने और समीक्षा
सैंपल लाइब्रेरी में अच्छे भाग, सामान्य दोष, सीमा नमूने और कठिन अच्छे भाग रखें। Reदृश्य क्षेत्र responsibility और मॉडल वापस करना पहले से तय होना चाहिए।
नमूने और समीक्षा के लिए टीम को CNC प्रिसिजन पार्ट्स लाइन की उत्पादन ताल, बदलने की आवृत्ति, दोष परिभाषा, reदृश्य क्षेत्र जिम्मेदारी और स्टॉप लाइन सीमा को लागू होने वाली चेकलिस्ट में बदलना चाहिए। FM-500 2D फ्लैश मापन प्रणाली केवल कैमरा या सॉफ्टवेयर नहीं है; इसे फिक्स्चर, प्रकाश, ट्रिगर, PLC, एज कंप्यूटिंग, स्थानीय भंडारण और ऑपरेटर कार्रवाई के साथ सत्यापित करना पड़ता है। तभी उत्पाद परिचय दावा नहीं, इंजीनियरिंग प्रमाण बनता है।
उपकरण पक्ष पर केवल एल्गोरिद्म निर्णायक नहीं होता। दृश्य क्षेत्र, प्रकाश कोण, पार्ट की स्थिति, कंपन, धूल, परावर्तन, तापमान विचलन और न्यूमैटिक टाइमिंग परिणाम बदलते हैं। यदि इनपुट स्थिर नहीं हैं, तो अतिरिक्त मॉडल प्रशिक्षण भी साइट भिन्नता से कमजोर हो जाता है। लेख को मशीन, वातावरण और संचालन सीमा साफ बतानी चाहिए।
डेटा पक्ष पर FM-500 2D फ्लैश मापन प्रणाली मूल चित्र, परिणाम चित्र, बैच, रेसिपी, मॉडल संस्करण, कार्य आदेश, अलार्म, reदृश्य क्षेत्र निर्णय और अस्वीकृति संकेत को एक रिकॉर्ड श्रृंखला में जोड़ता है। नेटवर्क बंद होने पर स्थानीय निरीक्षण, प्रमाण भंडारण और अस्वीकृति कार्रवाई जारी रहती है; नेटवर्क लौटने पर डेटा क्लाउड या MES में सिंक होता है।
स्वीकृति पक्ष पर एक सफल स्क्रीनशॉट उत्पाद परिचय साबित नहीं करता। मजबूत रिपोर्ट में लगातार चलने का समय, चक्र मार्जिन, गलत अस्वीकृति, छूटा दोष जोखिम, असामान्य पुनर्प्राप्ति, अनुमति नियंत्रण, नमूना कवरेज, रिपोर्ट फ़ील्ड और रखरखाव चक्र साथ होने चाहिए। इससे उत्पादन शुरू होने के बाद भी सिस्टम समझाया जा सकता है।
प्रोजेक्ट मूल्यांकन में ग्राहक केवल उत्पाद मॉडल नहीं देखता; वह उपकरण दायरा, कैमरा और प्रकाश व्यवस्था चयन, निरीक्षण सीमा, गुणवत्ता ट्रेसबिलिटी, PLC एकीकरण, MES एकीकरण और लाइन सुधार जोखिम भी पूछता है। नमूने और समीक्षा को साइट स्थिति के आधार पर निर्णय सामग्री देनी चाहिए।
स्वीकृति
स्वीकृति में detection, लाइन कार्रवाई, डेटा और रखरखाव शामिल हों। Continuous run, उत्पादन ताल, गलत अस्वीकृति, छूटा दोष, पुनर्प्राप्ति, अनुमतियां और trace फ़ील्ड एक रिपोर्ट में रहें।
स्वीकृति के लिए टीम को CNC प्रिसिजन पार्ट्स लाइन की उत्पादन ताल, बदलने की आवृत्ति, दोष परिभाषा, reदृश्य क्षेत्र जिम्मेदारी और स्टॉप लाइन सीमा को लागू होने वाली चेकलिस्ट में बदलना चाहिए। FM-500 2D फ्लैश मापन प्रणाली केवल कैमरा या सॉफ्टवेयर नहीं है; इसे फिक्स्चर, प्रकाश, ट्रिगर, PLC, एज कंप्यूटिंग, स्थानीय भंडारण और ऑपरेटर कार्रवाई के साथ सत्यापित करना पड़ता है। तभी उत्पाद परिचय दावा नहीं, इंजीनियरिंग प्रमाण बनता है।
उपकरण पक्ष पर केवल एल्गोरिद्म निर्णायक नहीं होता। दृश्य क्षेत्र, प्रकाश कोण, पार्ट की स्थिति, कंपन, धूल, परावर्तन, तापमान विचलन और न्यूमैटिक टाइमिंग परिणाम बदलते हैं। यदि इनपुट स्थिर नहीं हैं, तो अतिरिक्त मॉडल प्रशिक्षण भी साइट भिन्नता से कमजोर हो जाता है। लेख को मशीन, वातावरण और संचालन सीमा साफ बतानी चाहिए।
डेटा पक्ष पर FM-500 2D फ्लैश मापन प्रणाली मूल चित्र, परिणाम चित्र, बैच, रेसिपी, मॉडल संस्करण, कार्य आदेश, अलार्म, reदृश्य क्षेत्र निर्णय और अस्वीकृति संकेत को एक रिकॉर्ड श्रृंखला में जोड़ता है। नेटवर्क बंद होने पर स्थानीय निरीक्षण, प्रमाण भंडारण और अस्वीकृति कार्रवाई जारी रहती है; नेटवर्क लौटने पर डेटा क्लाउड या MES में सिंक होता है।
स्वीकृति पक्ष पर एक सफल स्क्रीनशॉट उत्पाद परिचय साबित नहीं करता। मजबूत रिपोर्ट में लगातार चलने का समय, चक्र मार्जिन, गलत अस्वीकृति, छूटा दोष जोखिम, असामान्य पुनर्प्राप्ति, अनुमति नियंत्रण, नमूना कवरेज, रिपोर्ट फ़ील्ड और रखरखाव चक्र साथ होने चाहिए। इससे उत्पादन शुरू होने के बाद भी सिस्टम समझाया जा सकता है।
प्रोजेक्ट मूल्यांकन में ग्राहक केवल उत्पाद मॉडल नहीं देखता; वह उपकरण दायरा, कैमरा और प्रकाश व्यवस्था चयन, निरीक्षण सीमा, गुणवत्ता ट्रेसबिलिटी, PLC एकीकरण, MES एकीकरण और लाइन सुधार जोखिम भी पूछता है। स्वीकृति को साइट स्थिति के आधार पर निर्णय सामग्री देनी चाहिए।
रखरखाव और प्रतिलिपि
उत्पादन शुरू होने के बाद प्रकाश क्षय, लेंस dirt, फिक्स्चर घिसाव, डिस्क capacity, मॉडल संस्करण और नमूना reदृश्य क्षेत्र जांचते रहें। दूसरी लाइन पर replicate करने के लिए रेसिपीs, नमूनाs, प्रशिक्षण और घटना रिकॉर्ड चाहिए।
रखरखाव और प्रतिलिपि के लिए टीम को CNC प्रिसिजन पार्ट्स लाइन की उत्पादन ताल, बदलने की आवृत्ति, दोष परिभाषा, reदृश्य क्षेत्र जिम्मेदारी और स्टॉप लाइन सीमा को लागू होने वाली चेकलिस्ट में बदलना चाहिए। FM-500 2D फ्लैश मापन प्रणाली केवल कैमरा या सॉफ्टवेयर नहीं है; इसे फिक्स्चर, प्रकाश, ट्रिगर, PLC, एज कंप्यूटिंग, स्थानीय भंडारण और ऑपरेटर कार्रवाई के साथ सत्यापित करना पड़ता है। तभी उत्पाद परिचय दावा नहीं, इंजीनियरिंग प्रमाण बनता है।
उपकरण पक्ष पर केवल एल्गोरिद्म निर्णायक नहीं होता। दृश्य क्षेत्र, प्रकाश कोण, पार्ट की स्थिति, कंपन, धूल, परावर्तन, तापमान विचलन और न्यूमैटिक टाइमिंग परिणाम बदलते हैं। यदि इनपुट स्थिर नहीं हैं, तो अतिरिक्त मॉडल प्रशिक्षण भी साइट भिन्नता से कमजोर हो जाता है। लेख को मशीन, वातावरण और संचालन सीमा साफ बतानी चाहिए।
डेटा पक्ष पर FM-500 2D फ्लैश मापन प्रणाली मूल चित्र, परिणाम चित्र, बैच, रेसिपी, मॉडल संस्करण, कार्य आदेश, अलार्म, reदृश्य क्षेत्र निर्णय और अस्वीकृति संकेत को एक रिकॉर्ड श्रृंखला में जोड़ता है। नेटवर्क बंद होने पर स्थानीय निरीक्षण, प्रमाण भंडारण और अस्वीकृति कार्रवाई जारी रहती है; नेटवर्क लौटने पर डेटा क्लाउड या MES में सिंक होता है।
स्वीकृति पक्ष पर एक सफल स्क्रीनशॉट उत्पाद परिचय साबित नहीं करता। मजबूत रिपोर्ट में लगातार चलने का समय, चक्र मार्जिन, गलत अस्वीकृति, छूटा दोष जोखिम, असामान्य पुनर्प्राप्ति, अनुमति नियंत्रण, नमूना कवरेज, रिपोर्ट फ़ील्ड और रखरखाव चक्र साथ होने चाहिए। इससे उत्पादन शुरू होने के बाद भी सिस्टम समझाया जा सकता है।
प्रोजेक्ट मूल्यांकन में ग्राहक केवल उत्पाद मॉडल नहीं देखता; वह उपकरण दायरा, कैमरा और प्रकाश व्यवस्था चयन, निरीक्षण सीमा, गुणवत्ता ट्रेसबिलिटी, PLC एकीकरण, MES एकीकरण और लाइन सुधार जोखिम भी पूछता है। रखरखाव और प्रतिलिपि को साइट स्थिति के आधार पर निर्णय सामग्री देनी चाहिए।
ग्राहक मूल्यांकन
प्रोजेक्ट मूल्यांकन में ग्राहक व्यवहार्यता, जोखिम, स्वीकृति और ट्रेसबिलिटी को वास्तविक CNC प्रिसिजन पार्ट्स लाइन स्थितियों से जोड़कर देखता है। FM-500 2D फ्लैश मापन प्रणाली को इन्हीं निर्णय बिंदुओं को स्पष्ट करना चाहिए।
ग्राहक मूल्यांकन के लिए टीम को CNC प्रिसिजन पार्ट्स लाइन की उत्पादन ताल, बदलने की आवृत्ति, दोष परिभाषा, reदृश्य क्षेत्र जिम्मेदारी और स्टॉप लाइन सीमा को लागू होने वाली चेकलिस्ट में बदलना चाहिए। FM-500 2D फ्लैश मापन प्रणाली केवल कैमरा या सॉफ्टवेयर नहीं है; इसे फिक्स्चर, प्रकाश, ट्रिगर, PLC, एज कंप्यूटिंग, स्थानीय भंडारण और ऑपरेटर कार्रवाई के साथ सत्यापित करना पड़ता है। तभी उत्पाद परिचय दावा नहीं, इंजीनियरिंग प्रमाण बनता है।
उपकरण पक्ष पर केवल एल्गोरिद्म निर्णायक नहीं होता। दृश्य क्षेत्र, प्रकाश कोण, पार्ट की स्थिति, कंपन, धूल, परावर्तन, तापमान विचलन और न्यूमैटिक टाइमिंग परिणाम बदलते हैं। यदि इनपुट स्थिर नहीं हैं, तो अतिरिक्त मॉडल प्रशिक्षण भी साइट भिन्नता से कमजोर हो जाता है। लेख को मशीन, वातावरण और संचालन सीमा साफ बतानी चाहिए।
डेटा पक्ष पर FM-500 2D फ्लैश मापन प्रणाली मूल चित्र, परिणाम चित्र, बैच, रेसिपी, मॉडल संस्करण, कार्य आदेश, अलार्म, reदृश्य क्षेत्र निर्णय और अस्वीकृति संकेत को एक रिकॉर्ड श्रृंखला में जोड़ता है। नेटवर्क बंद होने पर स्थानीय निरीक्षण, प्रमाण भंडारण और अस्वीकृति कार्रवाई जारी रहती है; नेटवर्क लौटने पर डेटा क्लाउड या MES में सिंक होता है।
स्वीकृति पक्ष पर एक सफल स्क्रीनशॉट उत्पाद परिचय साबित नहीं करता। मजबूत रिपोर्ट में लगातार चलने का समय, चक्र मार्जिन, गलत अस्वीकृति, छूटा दोष जोखिम, असामान्य पुनर्प्राप्ति, अनुमति नियंत्रण, नमूना कवरेज, रिपोर्ट फ़ील्ड और रखरखाव चक्र साथ होने चाहिए। इससे उत्पादन शुरू होने के बाद भी सिस्टम समझाया जा सकता है।
प्रोजेक्ट मूल्यांकन में ग्राहक केवल उत्पाद मॉडल नहीं देखता; वह उपकरण दायरा, कैमरा और प्रकाश व्यवस्था चयन, निरीक्षण सीमा, गुणवत्ता ट्रेसबिलिटी, PLC एकीकरण, MES एकीकरण और लाइन सुधार जोखिम भी पूछता है। ग्राहक मूल्यांकन को साइट स्थिति के आधार पर निर्णय सामग्री देनी चाहिए।