

Lijndoel
Op lijn voor CNC-precisieonderdelen gaat het niet om een demo maar om stabiele productie. FM-500 2D-flitsmeetsysteem moet echte takt, varianten, defectregels en operatoracties aankunnen voordat productintroductie beoordeeld wordt.
Voor Lijndoel moet het team takt, omstelling, defectdefinitie, review-eigenaarschap en stopgrens van de lijn voor CNC-precisieonderdelen omzetten in een uitvoerbare checklist. FM-500 2D-flitsmeetsysteem is geen losse camera of software; het moet samen met fixture, licht, trigger, PLC, edge computing, lokale opslag en operatoractie worden gevalideerd. Zo wordt productintroductie bewijs.
Aan de machinekant beslist niet alleen het algoritme. Beeldveld, lichthoek, productpositie, vibratie, stof, reflectie, temperatuurdrift en pneumatiek bepalen het resultaat. Als deze inputs instabiel zijn, verdwijnt extra modeltraining in lijnvariatie. Het artikel moet grenzen van machine, omgeving en operatie uitleggen.
Aan de datakant moet FM-500 2D-flitsmeetsysteem ruwe beelden, resultaatbeelden, batch, recept, modelversie, werkorder, alarm, review en rejectsignaal verbinden. Zonder netwerk blijven lokale inspectie, bewijs en reject doorgaan; daarna synchroniseren data naar cloud of MES. Dit ondersteunt edge autonomie en traceability.
Bij acceptatie bewijst een geslaagde screenshot productintroductie niet. Een sterker rapport omvat continue run, cyclustijdmarge, valse afkeur, miss-risico, herstel, rechten, sampledekking, rapportvelden en onderhoudscyclus. Zo blijft het systeem na start verklaarbaar.

Bij projectevaluatie kijken kopers niet alleen naar de modelnaam. Ze vragen naar equipmentscope, camera- en lichtkeuze, inspectiegrenzen, kwaliteitstraceability, PLC-integratie, MES-integratie en retrofitrisico. Lijndoel moet die punten in lijncontext uitleggen.
Systeemgrens
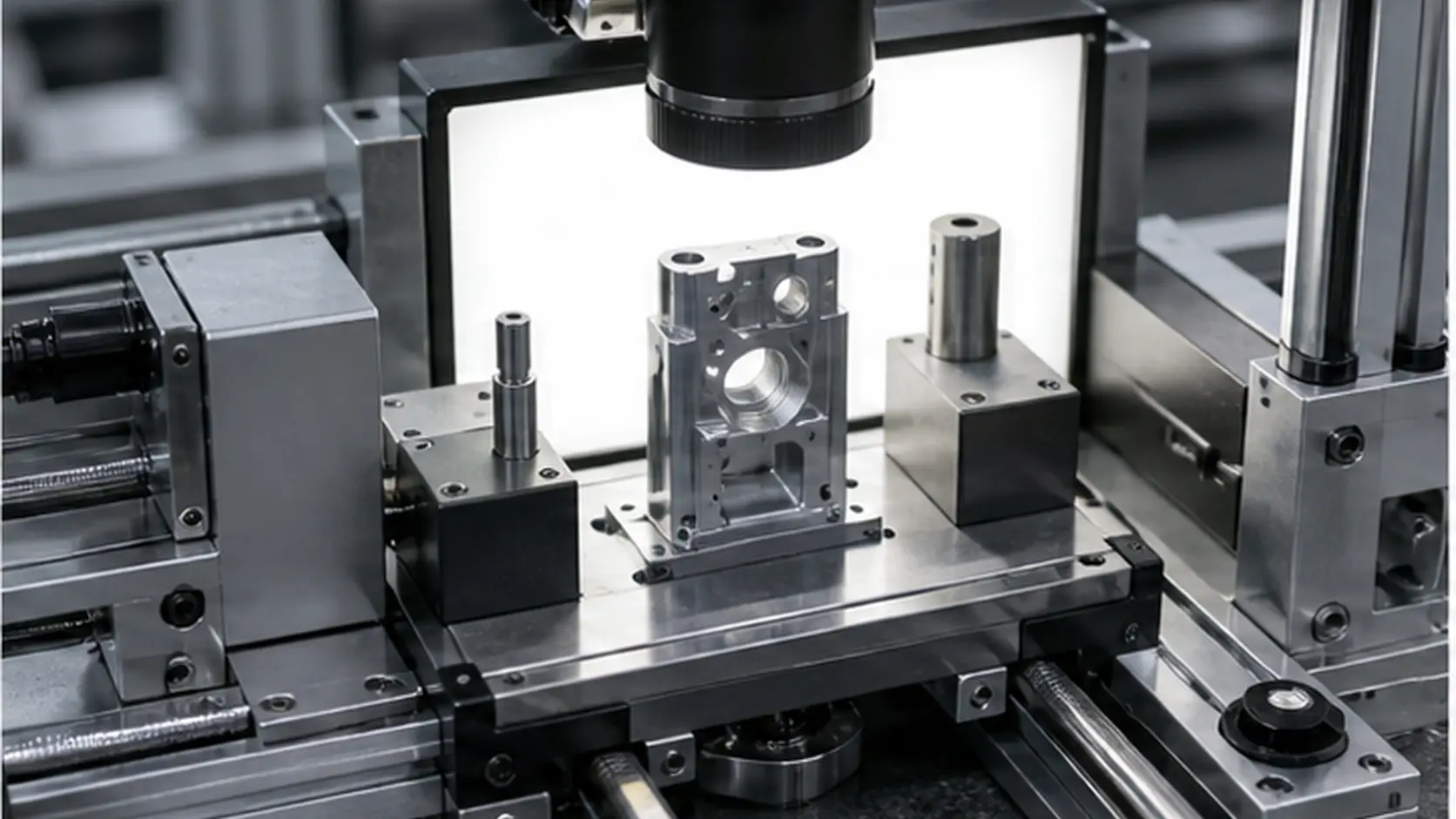
FM-500 2D-flitsmeetsysteem combineert beeld, besturing, algoritme, data en lijnactie. Camera, lens, licht, trigger, fixture, transport en recept moeten samen één grens vormen.
Voor Systeemgrens moet het team takt, omstelling, defectdefinitie, review-eigenaarschap en stopgrens van de lijn voor CNC-precisieonderdelen omzetten in een uitvoerbare checklist. FM-500 2D-flitsmeetsysteem is geen losse camera of software; het moet samen met fixture, licht, trigger, PLC, edge computing, lokale opslag en operatoractie worden gevalideerd. Zo wordt productintroductie bewijs.
Aan de machinekant beslist niet alleen het algoritme. Beeldveld, lichthoek, productpositie, vibratie, stof, reflectie, temperatuurdrift en pneumatiek bepalen het resultaat. Als deze inputs instabiel zijn, verdwijnt extra modeltraining in lijnvariatie. Het artikel moet grenzen van machine, omgeving en operatie uitleggen.
Aan de datakant moet FM-500 2D-flitsmeetsysteem ruwe beelden, resultaatbeelden, batch, recept, modelversie, werkorder, alarm, review en rejectsignaal verbinden. Zonder netwerk blijven lokale inspectie, bewijs en reject doorgaan; daarna synchroniseren data naar cloud of MES. Dit ondersteunt edge autonomie en traceability.
Bij acceptatie bewijst een geslaagde screenshot productintroductie niet. Een sterker rapport omvat continue run, cyclustijdmarge, valse afkeur, miss-risico, herstel, rechten, sampledekking, rapportvelden en onderhoudscyclus. Zo blijft het systeem na start verklaarbaar.
Bij projectevaluatie kijken kopers niet alleen naar de modelnaam. Ze vragen naar equipmentscope, camera- en lichtkeuze, inspectiegrenzen, kwaliteitstraceability, PLC-integratie, MES-integratie en retrofitrisico. Systeemgrens moet die punten in lijncontext uitleggen.
Installatie
Bij installatie tellen lichthoek, beeldveld, herhaalbaarheid, trigger, kabels, lucht en kasttemperatuur. Kleine drift kan valse afkeur of gemiste beelden geven.
Voor Installatie moet het team takt, omstelling, defectdefinitie, review-eigenaarschap en stopgrens van de lijn voor CNC-precisieonderdelen omzetten in een uitvoerbare checklist. FM-500 2D-flitsmeetsysteem is geen losse camera of software; het moet samen met fixture, licht, trigger, PLC, edge computing, lokale opslag en operatoractie worden gevalideerd. Zo wordt productintroductie bewijs.
Aan de machinekant beslist niet alleen het algoritme. Beeldveld, lichthoek, productpositie, vibratie, stof, reflectie, temperatuurdrift en pneumatiek bepalen het resultaat. Als deze inputs instabiel zijn, verdwijnt extra modeltraining in lijnvariatie. Het artikel moet grenzen van machine, omgeving en operatie uitleggen.
Aan de datakant moet FM-500 2D-flitsmeetsysteem ruwe beelden, resultaatbeelden, batch, recept, modelversie, werkorder, alarm, review en rejectsignaal verbinden. Zonder netwerk blijven lokale inspectie, bewijs en reject doorgaan; daarna synchroniseren data naar cloud of MES. Dit ondersteunt edge autonomie en traceability.
Bij acceptatie bewijst een geslaagde screenshot productintroductie niet. Een sterker rapport omvat continue run, cyclustijdmarge, valse afkeur, miss-risico, herstel, rechten, sampledekking, rapportvelden en onderhoudscyclus. Zo blijft het systeem na start verklaarbaar.
Bij projectevaluatie kijken kopers niet alleen naar de modelnaam. Ze vragen naar equipmentscope, camera- en lichtkeuze, inspectiegrenzen, kwaliteitstraceability, PLC-integratie, MES-integratie en retrofitrisico. Installatie moet die punten in lijncontext uitleggen.
PLC, MES en lokale data
OK/NG is niet genoeg. PLC-signaal, MES-order, batch, recept, modelversie, beeld en review worden lokaal opgeslagen en gesynchroniseerd wanneer netwerk beschikbaar is.
Voor PLC, MES en lokale data moet het team takt, omstelling, defectdefinitie, review-eigenaarschap en stopgrens van de lijn voor CNC-precisieonderdelen omzetten in een uitvoerbare checklist. FM-500 2D-flitsmeetsysteem is geen losse camera of software; het moet samen met fixture, licht, trigger, PLC, edge computing, lokale opslag en operatoractie worden gevalideerd. Zo wordt productintroductie bewijs.
Aan de machinekant beslist niet alleen het algoritme. Beeldveld, lichthoek, productpositie, vibratie, stof, reflectie, temperatuurdrift en pneumatiek bepalen het resultaat. Als deze inputs instabiel zijn, verdwijnt extra modeltraining in lijnvariatie. Het artikel moet grenzen van machine, omgeving en operatie uitleggen.
Aan de datakant moet FM-500 2D-flitsmeetsysteem ruwe beelden, resultaatbeelden, batch, recept, modelversie, werkorder, alarm, review en rejectsignaal verbinden. Zonder netwerk blijven lokale inspectie, bewijs en reject doorgaan; daarna synchroniseren data naar cloud of MES. Dit ondersteunt edge autonomie en traceability.
Bij acceptatie bewijst een geslaagde screenshot productintroductie niet. Een sterker rapport omvat continue run, cyclustijdmarge, valse afkeur, miss-risico, herstel, rechten, sampledekking, rapportvelden en onderhoudscyclus. Zo blijft het systeem na start verklaarbaar.
Bij projectevaluatie kijken kopers niet alleen naar de modelnaam. Ze vragen naar equipmentscope, camera- en lichtkeuze, inspectiegrenzen, kwaliteitstraceability, PLC-integratie, MES-integratie en retrofitrisico. PLC, MES en lokale data moet die punten in lijncontext uitleggen.
Samples en review
De samplebibliotheek bevat goede delen, typische defecten, grenssamples en moeilijke goede delen. Reviewverantwoordelijkheid en terugzetten moeten vooraf duidelijk zijn.
Voor Samples en review moet het team takt, omstelling, defectdefinitie, review-eigenaarschap en stopgrens van de lijn voor CNC-precisieonderdelen omzetten in een uitvoerbare checklist. FM-500 2D-flitsmeetsysteem is geen losse camera of software; het moet samen met fixture, licht, trigger, PLC, edge computing, lokale opslag en operatoractie worden gevalideerd. Zo wordt productintroductie bewijs.
Aan de machinekant beslist niet alleen het algoritme. Beeldveld, lichthoek, productpositie, vibratie, stof, reflectie, temperatuurdrift en pneumatiek bepalen het resultaat. Als deze inputs instabiel zijn, verdwijnt extra modeltraining in lijnvariatie. Het artikel moet grenzen van machine, omgeving en operatie uitleggen.
Aan de datakant moet FM-500 2D-flitsmeetsysteem ruwe beelden, resultaatbeelden, batch, recept, modelversie, werkorder, alarm, review en rejectsignaal verbinden. Zonder netwerk blijven lokale inspectie, bewijs en reject doorgaan; daarna synchroniseren data naar cloud of MES. Dit ondersteunt edge autonomie en traceability.
Bij acceptatie bewijst een geslaagde screenshot productintroductie niet. Een sterker rapport omvat continue run, cyclustijdmarge, valse afkeur, miss-risico, herstel, rechten, sampledekking, rapportvelden en onderhoudscyclus. Zo blijft het systeem na start verklaarbaar.
Bij projectevaluatie kijken kopers niet alleen naar de modelnaam. Ze vragen naar equipmentscope, camera- en lichtkeuze, inspectiegrenzen, kwaliteitstraceability, PLC-integratie, MES-integratie en retrofitrisico. Samples en review moet die punten in lijncontext uitleggen.
Acceptatie
Acceptatie dekt detectie, lijnactie, data en onderhoud. Continue run, takt, valse afkeur, gemist defect, herstel, rechten en traceervelden horen in één rapport.
Voor Acceptatie moet het team takt, omstelling, defectdefinitie, review-eigenaarschap en stopgrens van de lijn voor CNC-precisieonderdelen omzetten in een uitvoerbare checklist. FM-500 2D-flitsmeetsysteem is geen losse camera of software; het moet samen met fixture, licht, trigger, PLC, edge computing, lokale opslag en operatoractie worden gevalideerd. Zo wordt productintroductie bewijs.
Aan de machinekant beslist niet alleen het algoritme. Beeldveld, lichthoek, productpositie, vibratie, stof, reflectie, temperatuurdrift en pneumatiek bepalen het resultaat. Als deze inputs instabiel zijn, verdwijnt extra modeltraining in lijnvariatie. Het artikel moet grenzen van machine, omgeving en operatie uitleggen.
Aan de datakant moet FM-500 2D-flitsmeetsysteem ruwe beelden, resultaatbeelden, batch, recept, modelversie, werkorder, alarm, review en rejectsignaal verbinden. Zonder netwerk blijven lokale inspectie, bewijs en reject doorgaan; daarna synchroniseren data naar cloud of MES. Dit ondersteunt edge autonomie en traceability.
Bij acceptatie bewijst een geslaagde screenshot productintroductie niet. Een sterker rapport omvat continue run, cyclustijdmarge, valse afkeur, miss-risico, herstel, rechten, sampledekking, rapportvelden en onderhoudscyclus. Zo blijft het systeem na start verklaarbaar.
Bij projectevaluatie kijken kopers niet alleen naar de modelnaam. Ze vragen naar equipmentscope, camera- en lichtkeuze, inspectiegrenzen, kwaliteitstraceability, PLC-integratie, MES-integratie en retrofitrisico. Acceptatie moet die punten in lijncontext uitleggen.
Onderhoud en replicatie
Na livegang controleert men licht, lens, fixture, schijf, modelversie en samples. Voor kopiëren naar een andere lijn zijn recepten, samples, training en incidenten nodig.
Voor Onderhoud en replicatie moet het team takt, omstelling, defectdefinitie, review-eigenaarschap en stopgrens van de lijn voor CNC-precisieonderdelen omzetten in een uitvoerbare checklist. FM-500 2D-flitsmeetsysteem is geen losse camera of software; het moet samen met fixture, licht, trigger, PLC, edge computing, lokale opslag en operatoractie worden gevalideerd. Zo wordt productintroductie bewijs.
Aan de machinekant beslist niet alleen het algoritme. Beeldveld, lichthoek, productpositie, vibratie, stof, reflectie, temperatuurdrift en pneumatiek bepalen het resultaat. Als deze inputs instabiel zijn, verdwijnt extra modeltraining in lijnvariatie. Het artikel moet grenzen van machine, omgeving en operatie uitleggen.
Aan de datakant moet FM-500 2D-flitsmeetsysteem ruwe beelden, resultaatbeelden, batch, recept, modelversie, werkorder, alarm, review en rejectsignaal verbinden. Zonder netwerk blijven lokale inspectie, bewijs en reject doorgaan; daarna synchroniseren data naar cloud of MES. Dit ondersteunt edge autonomie en traceability.
Bij acceptatie bewijst een geslaagde screenshot productintroductie niet. Een sterker rapport omvat continue run, cyclustijdmarge, valse afkeur, miss-risico, herstel, rechten, sampledekking, rapportvelden en onderhoudscyclus. Zo blijft het systeem na start verklaarbaar.
Bij projectevaluatie kijken kopers niet alleen naar de modelnaam. Ze vragen naar equipmentscope, camera- en lichtkeuze, inspectiegrenzen, kwaliteitstraceability, PLC-integratie, MES-integratie en retrofitrisico. Onderhoud en replicatie moet die punten in lijncontext uitleggen.
Projectbeoordeling
Bij projectbeoordeling tellen haalbaarheid, risico's, acceptatie en traceerbaarheid. FM-500 2D-flitsmeetsysteem moet die punten koppelen aan de echte omstandigheden van lijn voor CNC-precisieonderdelen.
Voor Projectbeoordeling moet het team takt, omstelling, defectdefinitie, review-eigenaarschap en stopgrens van de lijn voor CNC-precisieonderdelen omzetten in een uitvoerbare checklist. FM-500 2D-flitsmeetsysteem is geen losse camera of software; het moet samen met fixture, licht, trigger, PLC, edge computing, lokale opslag en operatoractie worden gevalideerd. Zo wordt productintroductie bewijs.
Aan de machinekant beslist niet alleen het algoritme. Beeldveld, lichthoek, productpositie, vibratie, stof, reflectie, temperatuurdrift en pneumatiek bepalen het resultaat. Als deze inputs instabiel zijn, verdwijnt extra modeltraining in lijnvariatie. Het artikel moet grenzen van machine, omgeving en operatie uitleggen.
Aan de datakant moet FM-500 2D-flitsmeetsysteem ruwe beelden, resultaatbeelden, batch, recept, modelversie, werkorder, alarm, review en rejectsignaal verbinden. Zonder netwerk blijven lokale inspectie, bewijs en reject doorgaan; daarna synchroniseren data naar cloud of MES. Dit ondersteunt edge autonomie en traceability.
Bij acceptatie bewijst een geslaagde screenshot productintroductie niet. Een sterker rapport omvat continue run, cyclustijdmarge, valse afkeur, miss-risico, herstel, rechten, sampledekking, rapportvelden en onderhoudscyclus. Zo blijft het systeem na start verklaarbaar.
Bij projectevaluatie kijken kopers niet alleen naar de modelnaam. Ze vragen naar equipmentscope, camera- en lichtkeuze, inspectiegrenzen, kwaliteitstraceability, PLC-integratie, MES-integratie en retrofitrisico. Projectbeoordeling moet die punten in lijncontext uitleggen.