
一、为什么尺寸检测不应只看一种设备
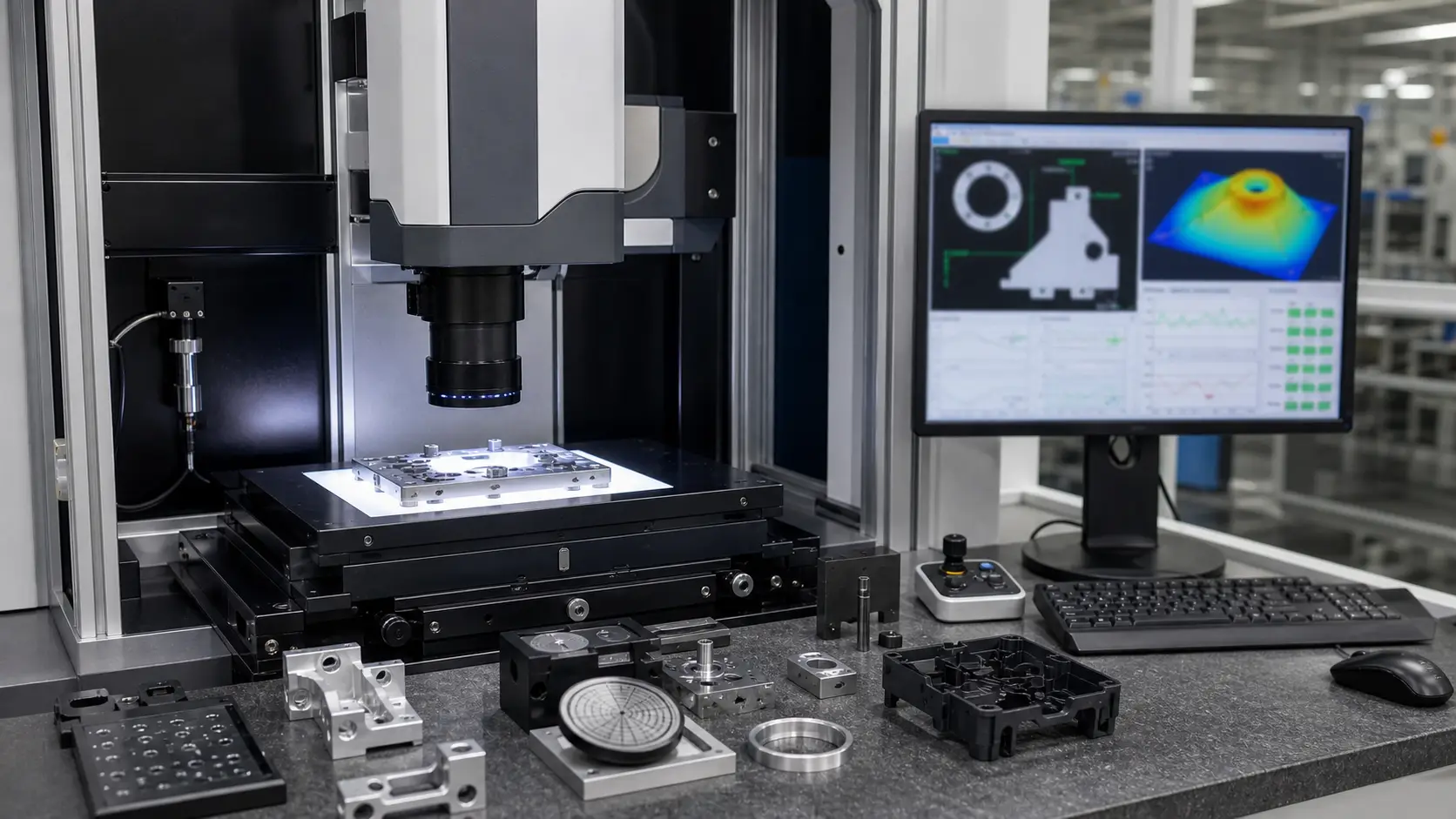
精密制造中的尺寸检测场景差异很大。有的产品只需要快速确认二维轮廓和孔位,有的产品需要检测胶高、台阶差和平面度,有的产品则需要完整三维轮廓、曲面和装配间隙。2D 闪测、2.5D 高度检测和 3D 扫描各有适用边界,不能用一种设备覆盖所有问题,也不能只看设备名称就判断是否合适。
2D 闪测适合快速获取轮廓、孔位、边长、圆度、间距和多尺寸批量测量。它的优势是速度快、操作简单、适合线边抽检和批量复核。2.5D 高度检测适合胶高、焊点高度、台阶差、平面度和局部高度变化。3D 扫描更适合复杂曲面、大件、逆向、CAD 比对和形貌分析。选择时应先定义测量对象和质量风险,再决定设备形态。
二、2D 闪测适合解决哪些问题
对于五金件、塑胶件、CNC 小件、冲压件和密封件,2D 闪测能够显著减少人工卡尺、投影仪和传统影像仪的测量时间。它通常通过大视野远心成像和自动尺寸计算,一次装夹完成多项二维尺寸。在线边抽检中,操作员可以快速确认批次是否偏移;在质量实验室中,工程师可以用它建立首件、巡检和复判流程。
但 2D 闪测也有边界。它更擅长清晰轮廓和平面尺寸,不适合直接判断隐藏高度、复杂曲面或透明材料内部结构。如果尺寸风险来自高度变化或装配层级,单纯二维图像可能无法解释问题。此时应考虑 2.5D 或 3D 方案,而不是强行把高度问题压成二维阈值。
三、2.5D 和 3D 的核心差别
2.5D 高度检测通常用于局部高度问题,例如胶路高度、焊点高度、台阶差、翘曲趋势和小范围平面度。它强调在线速度和工位集成,常与相机、结构光、激光位移或轮廓算法结合。对于点胶、焊接、装配和密封场景,2.5D 能把“看起来有胶”升级为“胶高是否在窗口内”。
3D 扫描更关注完整空间形貌和点云数据。它适合复杂曲面、模具、铸件、焊接件、大型结构件和逆向工程。3D 数据可以用于 CAD 比对、变形分析、装配验证和工装夹具检查。缺点是节拍、数据量和后处理要求更高,通常不应直接替代所有在线检测,而应放在适合的位置。
四、组合使用比单点替代更有效
很多工厂最有效的做法不是在 2D、2.5D 和 3D 之间二选一,而是组合使用。批量二维尺寸用 2D 闪测快速筛查;胶高、台阶差和平面度用 2.5D 在线监控;复杂曲面、大件和工装验证用 3D 扫描复核。这样既能保证节拍,也能把不同质量风险放到合适的检测工具中。
导入前建议准备真实样件和测量清单,明确每个尺寸的公差、重复性要求、检测频率和数据用途。设备选型不是比谁参数更高,而是看它能否在真实工位中稳定输出可复现、可追溯、可用于工艺改善的测量结果。
五、测量系统还要看重复性和操作流程
尺寸设备的价值不只在标称精度,还在重复性、再现性和操作流程。重复性说明同一件产品多次测量是否稳定,再现性说明不同人员、不同夹具或不同设备之间是否一致。对于批量制造来说,如果一台设备在理想条件下精度很高,但换一个操作员或换一个夹具后数据明显漂移,就很难支撑真实质量判断。测量系统分析、标准件校验和夹具定位设计应尽早纳入项目。
操作流程也会影响数据质量。线边抽检需要简单、快速、低门槛;质量实验室可以接受更完整的程序和报告;在线检测则要求自动触发、自动记录和异常报警。企业在选型时应明确谁来使用设备、每天测多少件、测量结果是否进入 SPC、异常是否要通知工艺或设备工程师。没有流程的测量设备,最终往往只是一台孤立仪器。
六、数据输出要服务工艺改善
好的尺寸检测不应只给出合格或不合格,还应帮助工程师理解偏差趋势。比如某个孔位逐渐偏移,可能与夹具磨损、模具状态或温度有关;胶高波动变大,可能与材料粘度、点胶压力或喷嘴状态有关;平面度异常集中在某批次,可能提示上游工艺变化。只要测量数据能和批次、设备、工单、夹具和时间关联,就能从末端检验变成过程改善工具。
因此,2D 闪测、2.5D 高度检测和 3D 扫描的选择,应和数据用途一起考虑。如果只是首件确认,速度和易用性更重要;如果用于工艺优化,数据字段、趋势分析和导出能力更重要;如果用于客户审核,留证、报告格式和可追溯性更重要。把这些问题提前说清楚,后续验收会少很多争议。
七、建立测量基准比追求单次读数更重要
尺寸检测上线前,应先建立基准件、校准周期和复核流程。基准件用于确认设备状态,校准周期用于防止长期漂移,复核流程用于处理争议样件。对于线边检测,建议把首件、巡检、换型后复测和异常复测写入作业流程;对于实验室检测,建议把测量程序、夹具编号、环境条件和报告模板统一管理。
同一尺寸在不同设备之间出现差异时,不要急着判定哪台设备“错了”,而要回到夹具、定位、光学、算法和测量定义上逐项排查。测量系统真正的价值,是让不同角色基于同一套基准讨论质量,而不是让每次争议都变成经验判断。
企业也可以把测量数据纳入日常工艺会议。每周查看关键尺寸趋势、异常批次和设备状态,比等到客户反馈后再追溯更主动。尤其是模具、治具、点胶和装配相关尺寸,趋势变化常常比单次超差更早暴露风险。测量设备如果能支持这种复盘,就不只是质检工具,而是工艺稳定性的观察窗口。