
Objectif terrain
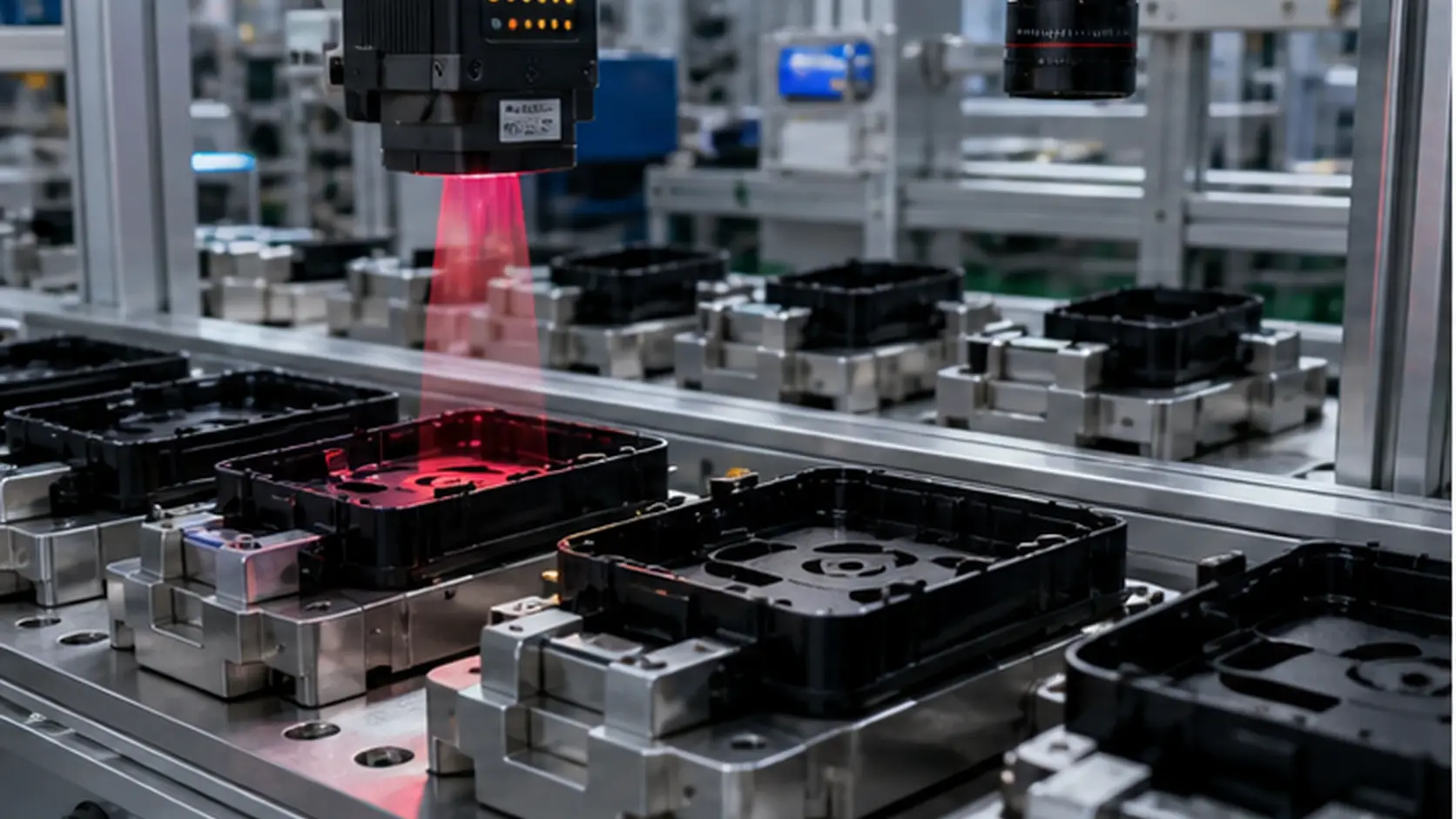
Sur ligne de dépose pour boîtiers électroniques, l'objectif n'est pas une démonstration mais une production stable. V25D-200 station d'inspection de hauteur 2.5D doit suivre le vrai takt, les variantes, les règles défaut et les gestes opérateur avant d'évaluer analyse technique.
Pour Objectif terrain, l'équipe doit transformer le takt, les changements de série, la définition des défauts, la responsabilité de revue et la limite d'arrêt de ligne de dépose pour boîtiers électroniques en liste exécutable. V25D-200 station d'inspection de hauteur 2.5D n'est pas une caméra ou un logiciel isolé; il doit être validé avec outillage, éclairage, déclenchement, PLC, calcul edge, stockage local et gestes opérateur. Ainsi, analyse technique devient une preuve.

Côté équipement, l'algorithme ne suffit pas. Champ de vision, angle de lumière, posture pièce, vibration, poussière, réflexion, dérive thermique et pneumatique influencent le résultat. Si ces entrées varient, l'apprentissage modèle est annulé par le terrain. L'article doit donc expliquer les limites machine, environnement et opération.
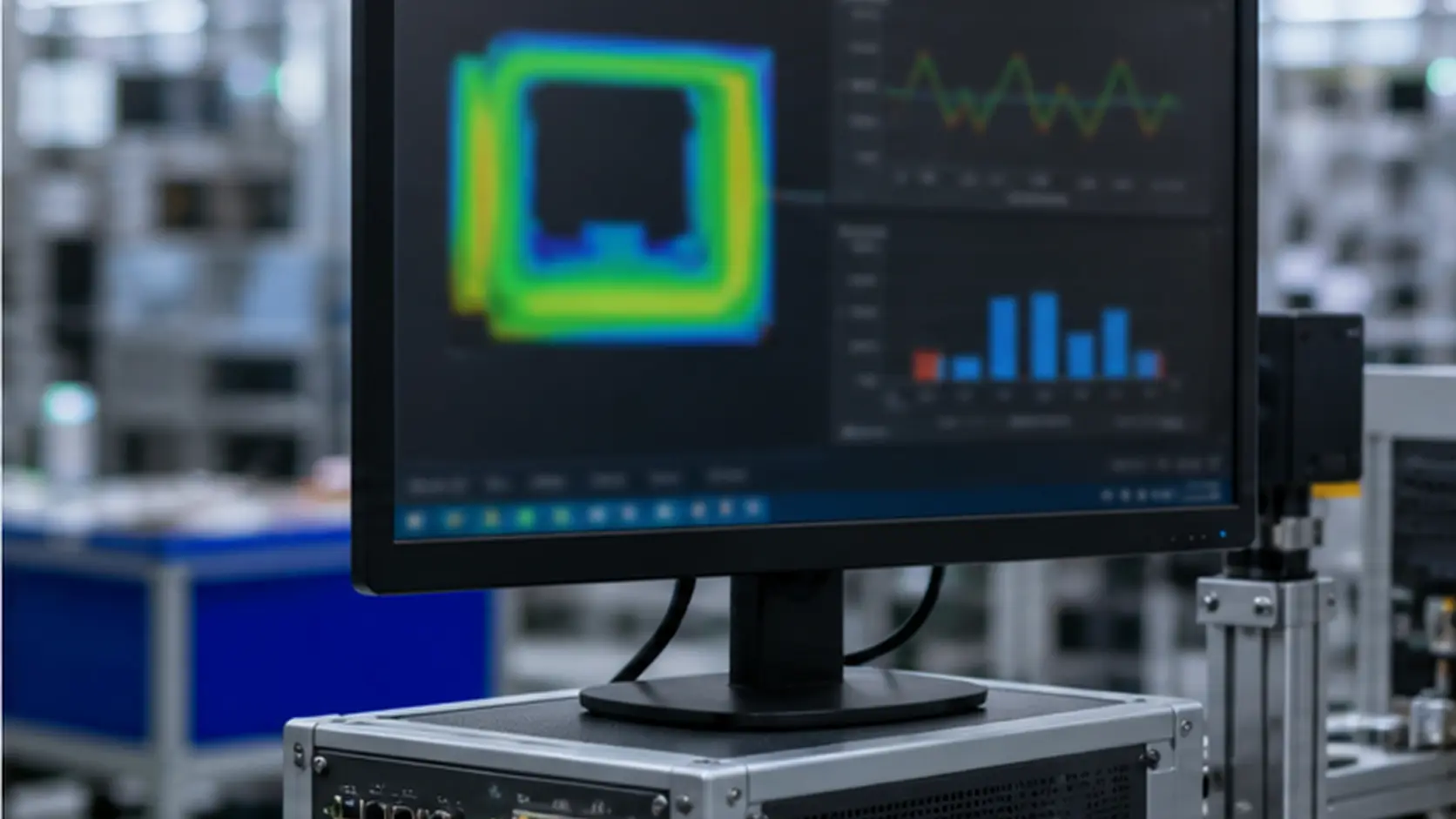
Côté données, V25D-200 station d'inspection de hauteur 2.5D doit relier image brute, image résultat, lot, recette, version modèle, ordre, alarme, décision de revue et signal de rejet. Si le réseau tombe, inspection locale, preuve et rejet continuent; au retour réseau, les données se synchronisent avec cloud ou MES. Cela soutient autonomie edge et traçabilité.
Côté réception, une capture réussie ne prouve pas analyse technique. Un bon rapport couvre fonctionnement continu, marge de cycle, faux rejet, risque de défaut manqué, reprise, droits, couverture d'échantillons, champs de rapport et cycle de maintenance. Le système reste ainsi explicable après mise en production.
Dans une évaluation projet, les acheteurs ne regardent pas seulement le nom du produit. Ils questionnent le périmètre équipement, le choix caméra-éclairage, les limites de détection, la traçabilité qualité, l'intégration PLC, l'intégration MES et les risques de retrofit. Objectif terrain doit répondre avec des éléments de terrain.
Périmètre système
V25D-200 station d'inspection de hauteur 2.5D réunit imagerie, contrôle, algorithmes, données et action de ligne. Caméra, optique, éclairage, déclenchement, outillage, convoyage et recette doivent partager une même limite.
Pour Périmètre système, l'équipe doit transformer le takt, les changements de série, la définition des défauts, la responsabilité de revue et la limite d'arrêt de ligne de dépose pour boîtiers électroniques en liste exécutable. V25D-200 station d'inspection de hauteur 2.5D n'est pas une caméra ou un logiciel isolé; il doit être validé avec outillage, éclairage, déclenchement, PLC, calcul edge, stockage local et gestes opérateur. Ainsi, analyse technique devient une preuve.
Côté équipement, l'algorithme ne suffit pas. Champ de vision, angle de lumière, posture pièce, vibration, poussière, réflexion, dérive thermique et pneumatique influencent le résultat. Si ces entrées varient, l'apprentissage modèle est annulé par le terrain. L'article doit donc expliquer les limites machine, environnement et opération.
Côté données, V25D-200 station d'inspection de hauteur 2.5D doit relier image brute, image résultat, lot, recette, version modèle, ordre, alarme, décision de revue et signal de rejet. Si le réseau tombe, inspection locale, preuve et rejet continuent; au retour réseau, les données se synchronisent avec cloud ou MES. Cela soutient autonomie edge et traçabilité.
Côté réception, une capture réussie ne prouve pas analyse technique. Un bon rapport couvre fonctionnement continu, marge de cycle, faux rejet, risque de défaut manqué, reprise, droits, couverture d'échantillons, champs de rapport et cycle de maintenance. Le système reste ainsi explicable après mise en production.
Dans une évaluation projet, les acheteurs ne regardent pas seulement le nom du produit. Ils questionnent le périmètre équipement, le choix caméra-éclairage, les limites de détection, la traçabilité qualité, l'intégration PLC, l'intégration MES et les risques de retrofit. Périmètre système doit répondre avec des éléments de terrain.
Installation
L'installation doit vérifier angle d'éclairage, champ de vue, répétabilité, timing, câbles, air comprimé et température d'armoire. Un petit écart peut créer des faux rejets ou des images manquées.
Pour Installation, l'équipe doit transformer le takt, les changements de série, la définition des défauts, la responsabilité de revue et la limite d'arrêt de ligne de dépose pour boîtiers électroniques en liste exécutable. V25D-200 station d'inspection de hauteur 2.5D n'est pas une caméra ou un logiciel isolé; il doit être validé avec outillage, éclairage, déclenchement, PLC, calcul edge, stockage local et gestes opérateur. Ainsi, analyse technique devient une preuve.
Côté équipement, l'algorithme ne suffit pas. Champ de vision, angle de lumière, posture pièce, vibration, poussière, réflexion, dérive thermique et pneumatique influencent le résultat. Si ces entrées varient, l'apprentissage modèle est annulé par le terrain. L'article doit donc expliquer les limites machine, environnement et opération.
Côté données, V25D-200 station d'inspection de hauteur 2.5D doit relier image brute, image résultat, lot, recette, version modèle, ordre, alarme, décision de revue et signal de rejet. Si le réseau tombe, inspection locale, preuve et rejet continuent; au retour réseau, les données se synchronisent avec cloud ou MES. Cela soutient autonomie edge et traçabilité.
Côté réception, une capture réussie ne prouve pas analyse technique. Un bon rapport couvre fonctionnement continu, marge de cycle, faux rejet, risque de défaut manqué, reprise, droits, couverture d'échantillons, champs de rapport et cycle de maintenance. Le système reste ainsi explicable après mise en production.
Dans une évaluation projet, les acheteurs ne regardent pas seulement le nom du produit. Ils questionnent le périmètre équipement, le choix caméra-éclairage, les limites de détection, la traçabilité qualité, l'intégration PLC, l'intégration MES et les risques de retrofit. Installation doit répondre avec des éléments de terrain.
PLC, MES et données locales
Un simple OK/NG ne suffit pas. Signal PLC, ordre MES, lot, recette, version modèle, image et décision de revue doivent être conservés localement puis synchronisés si le réseau est disponible.
Pour PLC, MES et données locales, l'équipe doit transformer le takt, les changements de série, la définition des défauts, la responsabilité de revue et la limite d'arrêt de ligne de dépose pour boîtiers électroniques en liste exécutable. V25D-200 station d'inspection de hauteur 2.5D n'est pas une caméra ou un logiciel isolé; il doit être validé avec outillage, éclairage, déclenchement, PLC, calcul edge, stockage local et gestes opérateur. Ainsi, analyse technique devient une preuve.
Côté équipement, l'algorithme ne suffit pas. Champ de vision, angle de lumière, posture pièce, vibration, poussière, réflexion, dérive thermique et pneumatique influencent le résultat. Si ces entrées varient, l'apprentissage modèle est annulé par le terrain. L'article doit donc expliquer les limites machine, environnement et opération.
Côté données, V25D-200 station d'inspection de hauteur 2.5D doit relier image brute, image résultat, lot, recette, version modèle, ordre, alarme, décision de revue et signal de rejet. Si le réseau tombe, inspection locale, preuve et rejet continuent; au retour réseau, les données se synchronisent avec cloud ou MES. Cela soutient autonomie edge et traçabilité.
Côté réception, une capture réussie ne prouve pas analyse technique. Un bon rapport couvre fonctionnement continu, marge de cycle, faux rejet, risque de défaut manqué, reprise, droits, couverture d'échantillons, champs de rapport et cycle de maintenance. Le système reste ainsi explicable après mise en production.
Dans une évaluation projet, les acheteurs ne regardent pas seulement le nom du produit. Ils questionnent le périmètre équipement, le choix caméra-éclairage, les limites de détection, la traçabilité qualité, l'intégration PLC, l'intégration MES et les risques de retrofit. PLC, MES et données locales doit répondre avec des éléments de terrain.
Échantillons et revue
La bibliothèque d'échantillons doit inclure bons produits, défauts typiques, limites et bons produits difficiles. Les responsabilités de revue et de retour modèle doivent être définies.
Pour Échantillons et revue, l'équipe doit transformer le takt, les changements de série, la définition des défauts, la responsabilité de revue et la limite d'arrêt de ligne de dépose pour boîtiers électroniques en liste exécutable. V25D-200 station d'inspection de hauteur 2.5D n'est pas une caméra ou un logiciel isolé; il doit être validé avec outillage, éclairage, déclenchement, PLC, calcul edge, stockage local et gestes opérateur. Ainsi, analyse technique devient une preuve.
Côté équipement, l'algorithme ne suffit pas. Champ de vision, angle de lumière, posture pièce, vibration, poussière, réflexion, dérive thermique et pneumatique influencent le résultat. Si ces entrées varient, l'apprentissage modèle est annulé par le terrain. L'article doit donc expliquer les limites machine, environnement et opération.
Côté données, V25D-200 station d'inspection de hauteur 2.5D doit relier image brute, image résultat, lot, recette, version modèle, ordre, alarme, décision de revue et signal de rejet. Si le réseau tombe, inspection locale, preuve et rejet continuent; au retour réseau, les données se synchronisent avec cloud ou MES. Cela soutient autonomie edge et traçabilité.
Côté réception, une capture réussie ne prouve pas analyse technique. Un bon rapport couvre fonctionnement continu, marge de cycle, faux rejet, risque de défaut manqué, reprise, droits, couverture d'échantillons, champs de rapport et cycle de maintenance. Le système reste ainsi explicable après mise en production.
Dans une évaluation projet, les acheteurs ne regardent pas seulement le nom du produit. Ils questionnent le périmètre équipement, le choix caméra-éclairage, les limites de détection, la traçabilité qualité, l'intégration PLC, l'intégration MES et les risques de retrofit. Échantillons et revue doit répondre avec des éléments de terrain.
Réception
La réception doit couvrir détection, action de ligne, données et maintenance. Durée continue, takt, faux rejet, défaut manqué, reprise, droits et champs de traçabilité vont dans le même rapport.
Pour Réception, l'équipe doit transformer le takt, les changements de série, la définition des défauts, la responsabilité de revue et la limite d'arrêt de ligne de dépose pour boîtiers électroniques en liste exécutable. V25D-200 station d'inspection de hauteur 2.5D n'est pas une caméra ou un logiciel isolé; il doit être validé avec outillage, éclairage, déclenchement, PLC, calcul edge, stockage local et gestes opérateur. Ainsi, analyse technique devient une preuve.
Côté équipement, l'algorithme ne suffit pas. Champ de vision, angle de lumière, posture pièce, vibration, poussière, réflexion, dérive thermique et pneumatique influencent le résultat. Si ces entrées varient, l'apprentissage modèle est annulé par le terrain. L'article doit donc expliquer les limites machine, environnement et opération.
Côté données, V25D-200 station d'inspection de hauteur 2.5D doit relier image brute, image résultat, lot, recette, version modèle, ordre, alarme, décision de revue et signal de rejet. Si le réseau tombe, inspection locale, preuve et rejet continuent; au retour réseau, les données se synchronisent avec cloud ou MES. Cela soutient autonomie edge et traçabilité.
Côté réception, une capture réussie ne prouve pas analyse technique. Un bon rapport couvre fonctionnement continu, marge de cycle, faux rejet, risque de défaut manqué, reprise, droits, couverture d'échantillons, champs de rapport et cycle de maintenance. Le système reste ainsi explicable après mise en production.
Dans une évaluation projet, les acheteurs ne regardent pas seulement le nom du produit. Ils questionnent le périmètre équipement, le choix caméra-éclairage, les limites de détection, la traçabilité qualité, l'intégration PLC, l'intégration MES et les risques de retrofit. Réception doit répondre avec des éléments de terrain.
Maintenance et duplication
Après démarrage, il faut suivre vieillissement de la lumière, encrassement optique, usure d'outillage, stockage, version modèle et revue d'échantillons. Pour dupliquer, conservez recettes, échantillons, formation et incidents.
Pour Maintenance et duplication, l'équipe doit transformer le takt, les changements de série, la définition des défauts, la responsabilité de revue et la limite d'arrêt de ligne de dépose pour boîtiers électroniques en liste exécutable. V25D-200 station d'inspection de hauteur 2.5D n'est pas une caméra ou un logiciel isolé; il doit être validé avec outillage, éclairage, déclenchement, PLC, calcul edge, stockage local et gestes opérateur. Ainsi, analyse technique devient une preuve.
Côté équipement, l'algorithme ne suffit pas. Champ de vision, angle de lumière, posture pièce, vibration, poussière, réflexion, dérive thermique et pneumatique influencent le résultat. Si ces entrées varient, l'apprentissage modèle est annulé par le terrain. L'article doit donc expliquer les limites machine, environnement et opération.
Côté données, V25D-200 station d'inspection de hauteur 2.5D doit relier image brute, image résultat, lot, recette, version modèle, ordre, alarme, décision de revue et signal de rejet. Si le réseau tombe, inspection locale, preuve et rejet continuent; au retour réseau, les données se synchronisent avec cloud ou MES. Cela soutient autonomie edge et traçabilité.
Côté réception, une capture réussie ne prouve pas analyse technique. Un bon rapport couvre fonctionnement continu, marge de cycle, faux rejet, risque de défaut manqué, reprise, droits, couverture d'échantillons, champs de rapport et cycle de maintenance. Le système reste ainsi explicable après mise en production.
Dans une évaluation projet, les acheteurs ne regardent pas seulement le nom du produit. Ils questionnent le périmètre équipement, le choix caméra-éclairage, les limites de détection, la traçabilité qualité, l'intégration PLC, l'intégration MES et les risques de retrofit. Maintenance et duplication doit répondre avec des éléments de terrain.
Évaluation du projet
Dans l'évaluation du projet, les acheteurs vérifient faisabilité, risques, réception et traçabilité. V25D-200 station d'inspection de hauteur 2.5D doit répondre à ces points avec des limites de site claires.
Pour Évaluation du projet, l'équipe doit transformer le takt, les changements de série, la définition des défauts, la responsabilité de revue et la limite d'arrêt de ligne de dépose pour boîtiers électroniques en liste exécutable. V25D-200 station d'inspection de hauteur 2.5D n'est pas une caméra ou un logiciel isolé; il doit être validé avec outillage, éclairage, déclenchement, PLC, calcul edge, stockage local et gestes opérateur. Ainsi, analyse technique devient une preuve.
Côté équipement, l'algorithme ne suffit pas. Champ de vision, angle de lumière, posture pièce, vibration, poussière, réflexion, dérive thermique et pneumatique influencent le résultat. Si ces entrées varient, l'apprentissage modèle est annulé par le terrain. L'article doit donc expliquer les limites machine, environnement et opération.
Côté données, V25D-200 station d'inspection de hauteur 2.5D doit relier image brute, image résultat, lot, recette, version modèle, ordre, alarme, décision de revue et signal de rejet. Si le réseau tombe, inspection locale, preuve et rejet continuent; au retour réseau, les données se synchronisent avec cloud ou MES. Cela soutient autonomie edge et traçabilité.
Côté réception, une capture réussie ne prouve pas analyse technique. Un bon rapport couvre fonctionnement continu, marge de cycle, faux rejet, risque de défaut manqué, reprise, droits, couverture d'échantillons, champs de rapport et cycle de maintenance. Le système reste ainsi explicable après mise en production.
Dans une évaluation projet, les acheteurs ne regardent pas seulement le nom du produit. Ils questionnent le périmètre équipement, le choix caméra-éclairage, les limites de détection, la traçabilité qualité, l'intégration PLC, l'intégration MES et les risques de retrofit. Évaluation du projet doit répondre avec des éléments de terrain.