
Objetivo de planta
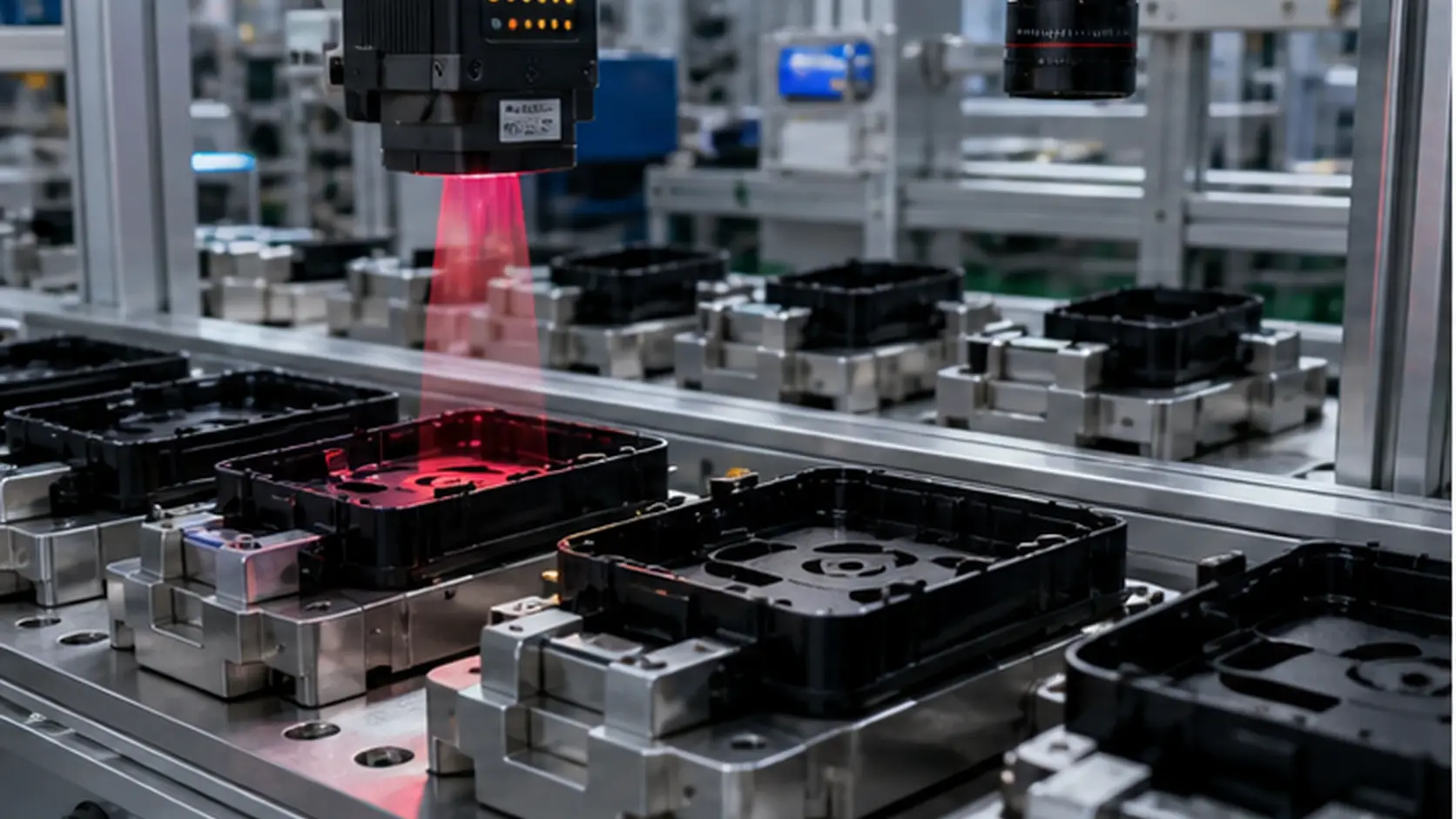
En línea de dispensado para carcasas electrónicas, el objetivo no es una demo sino operación estable. V25D-200 estacion de inspeccion de altura 2.5D debe trabajar con el takt real, variantes, reglas de defecto y acciones del operador antes de evaluar análisis técnico.
Para Objetivo de planta, el equipo debe convertir takt, cambios, definición de defectos, responsabilidad de revisión y límite de paro de línea de dispensado para carcasas electrónicas en una lista ejecutable. V25D-200 estacion de inspeccion de altura 2.5D no es una cámara o software aislado; debe validarse con útiles, luz, disparo, PLC, edge computing, almacenamiento local y operación. Así análisis técnico se vuelve evidencia.

Del lado del equipo, no decide solo el algoritmo. Campo de visión, ángulo de luz, pose de pieza, vibración, polvo, reflejo, deriva térmica y neumática afectan el resultado. Si esas entradas son inestables, más entrenamiento queda neutralizado por la variación de planta. El artículo debe explicar límites de máquina, entorno y operación.
Del lado de datos, V25D-200 estacion de inspeccion de altura 2.5D debe unir imagen original, imagen resultado, lote, receta, versión de modelo, orden, alarma, revisión y señal de rechazo. Sin red, la inspección local, evidencia y rechazo continúan; con red, los datos se sincronizan con cloud o MES. Esto soporta autonomía edge y trazabilidad.
En aceptación, una captura exitosa no prueba análisis técnico. Un informe sólido cubre tiempo continuo, margen de ciclo, falso rechazo, riesgo de defecto perdido, recuperación, permisos, cobertura de muestras, campos de reporte y mantenimiento. Así el sistema sigue siendo explicable tras el arranque.
En una evaluación de proyecto, los compradores no miran solo el modelo. Preguntan por alcance del equipo, selección de cámara e iluminación, límites de inspección, trazabilidad, integración PLC, integración MES y riesgos de retrofit. Objetivo de planta debe responderlo con condiciones reales de planta.
Límite del sistema
V25D-200 estacion de inspeccion de altura 2.5D combina imagen, control, algoritmo, datos e integración de línea. Cámara, lente, luz, disparo, útil, transporte y receta deben diseñarse como un solo límite.
Para Límite del sistema, el equipo debe convertir takt, cambios, definición de defectos, responsabilidad de revisión y límite de paro de línea de dispensado para carcasas electrónicas en una lista ejecutable. V25D-200 estacion de inspeccion de altura 2.5D no es una cámara o software aislado; debe validarse con útiles, luz, disparo, PLC, edge computing, almacenamiento local y operación. Así análisis técnico se vuelve evidencia.
Del lado del equipo, no decide solo el algoritmo. Campo de visión, ángulo de luz, pose de pieza, vibración, polvo, reflejo, deriva térmica y neumática afectan el resultado. Si esas entradas son inestables, más entrenamiento queda neutralizado por la variación de planta. El artículo debe explicar límites de máquina, entorno y operación.
Del lado de datos, V25D-200 estacion de inspeccion de altura 2.5D debe unir imagen original, imagen resultado, lote, receta, versión de modelo, orden, alarma, revisión y señal de rechazo. Sin red, la inspección local, evidencia y rechazo continúan; con red, los datos se sincronizan con cloud o MES. Esto soporta autonomía edge y trazabilidad.
En aceptación, una captura exitosa no prueba análisis técnico. Un informe sólido cubre tiempo continuo, margen de ciclo, falso rechazo, riesgo de defecto perdido, recuperación, permisos, cobertura de muestras, campos de reporte y mantenimiento. Así el sistema sigue siendo explicable tras el arranque.
En una evaluación de proyecto, los compradores no miran solo el modelo. Preguntan por alcance del equipo, selección de cámara e iluminación, límites de inspección, trazabilidad, integración PLC, integración MES y riesgos de retrofit. Límite del sistema debe responderlo con condiciones reales de planta.
Instalación
La instalación debe controlar ángulo de luz, campo de visión, repetibilidad, disparo, cables, aire y temperatura del armario. Un pequeño cambio puede causar falsos rechazos o imágenes perdidas.
Para Instalación, el equipo debe convertir takt, cambios, definición de defectos, responsabilidad de revisión y límite de paro de línea de dispensado para carcasas electrónicas en una lista ejecutable. V25D-200 estacion de inspeccion de altura 2.5D no es una cámara o software aislado; debe validarse con útiles, luz, disparo, PLC, edge computing, almacenamiento local y operación. Así análisis técnico se vuelve evidencia.
Del lado del equipo, no decide solo el algoritmo. Campo de visión, ángulo de luz, pose de pieza, vibración, polvo, reflejo, deriva térmica y neumática afectan el resultado. Si esas entradas son inestables, más entrenamiento queda neutralizado por la variación de planta. El artículo debe explicar límites de máquina, entorno y operación.
Del lado de datos, V25D-200 estacion de inspeccion de altura 2.5D debe unir imagen original, imagen resultado, lote, receta, versión de modelo, orden, alarma, revisión y señal de rechazo. Sin red, la inspección local, evidencia y rechazo continúan; con red, los datos se sincronizan con cloud o MES. Esto soporta autonomía edge y trazabilidad.
En aceptación, una captura exitosa no prueba análisis técnico. Un informe sólido cubre tiempo continuo, margen de ciclo, falso rechazo, riesgo de defecto perdido, recuperación, permisos, cobertura de muestras, campos de reporte y mantenimiento. Así el sistema sigue siendo explicable tras el arranque.
En una evaluación de proyecto, los compradores no miran solo el modelo. Preguntan por alcance del equipo, selección de cámara e iluminación, límites de inspección, trazabilidad, integración PLC, integración MES y riesgos de retrofit. Instalación debe responderlo con condiciones reales de planta.
PLC, MES y datos locales
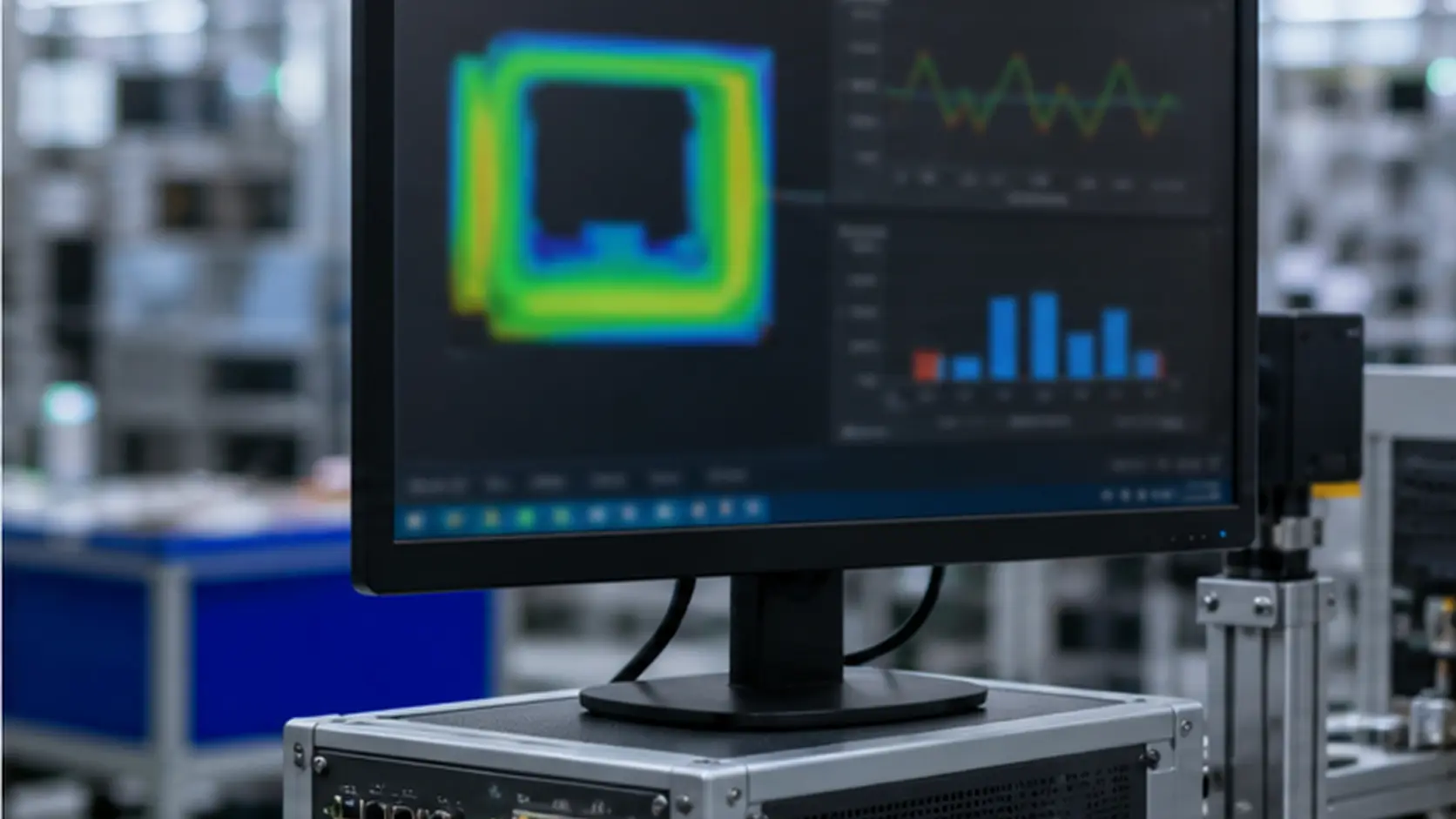
OK/NG no basta. Señales PLC, orden MES, lote, receta, versión de modelo, imagen y revisión deben guardarse localmente y sincronizarse cuando exista red.
Para PLC, MES y datos locales, el equipo debe convertir takt, cambios, definición de defectos, responsabilidad de revisión y límite de paro de línea de dispensado para carcasas electrónicas en una lista ejecutable. V25D-200 estacion de inspeccion de altura 2.5D no es una cámara o software aislado; debe validarse con útiles, luz, disparo, PLC, edge computing, almacenamiento local y operación. Así análisis técnico se vuelve evidencia.
Del lado del equipo, no decide solo el algoritmo. Campo de visión, ángulo de luz, pose de pieza, vibración, polvo, reflejo, deriva térmica y neumática afectan el resultado. Si esas entradas son inestables, más entrenamiento queda neutralizado por la variación de planta. El artículo debe explicar límites de máquina, entorno y operación.
Del lado de datos, V25D-200 estacion de inspeccion de altura 2.5D debe unir imagen original, imagen resultado, lote, receta, versión de modelo, orden, alarma, revisión y señal de rechazo. Sin red, la inspección local, evidencia y rechazo continúan; con red, los datos se sincronizan con cloud o MES. Esto soporta autonomía edge y trazabilidad.
En aceptación, una captura exitosa no prueba análisis técnico. Un informe sólido cubre tiempo continuo, margen de ciclo, falso rechazo, riesgo de defecto perdido, recuperación, permisos, cobertura de muestras, campos de reporte y mantenimiento. Así el sistema sigue siendo explicable tras el arranque.
En una evaluación de proyecto, los compradores no miran solo el modelo. Preguntan por alcance del equipo, selección de cámara e iluminación, límites de inspección, trazabilidad, integración PLC, integración MES y riesgos de retrofit. PLC, MES y datos locales debe responderlo con condiciones reales de planta.
Muestras y revisión
La biblioteca de muestras debe incluir piezas buenas, defectos típicos, límites y buenos difíciles. La responsabilidad de revisión y el reversión del modelo deben quedar claros.
Para Muestras y revisión, el equipo debe convertir takt, cambios, definición de defectos, responsabilidad de revisión y límite de paro de línea de dispensado para carcasas electrónicas en una lista ejecutable. V25D-200 estacion de inspeccion de altura 2.5D no es una cámara o software aislado; debe validarse con útiles, luz, disparo, PLC, edge computing, almacenamiento local y operación. Así análisis técnico se vuelve evidencia.
Del lado del equipo, no decide solo el algoritmo. Campo de visión, ángulo de luz, pose de pieza, vibración, polvo, reflejo, deriva térmica y neumática afectan el resultado. Si esas entradas son inestables, más entrenamiento queda neutralizado por la variación de planta. El artículo debe explicar límites de máquina, entorno y operación.
Del lado de datos, V25D-200 estacion de inspeccion de altura 2.5D debe unir imagen original, imagen resultado, lote, receta, versión de modelo, orden, alarma, revisión y señal de rechazo. Sin red, la inspección local, evidencia y rechazo continúan; con red, los datos se sincronizan con cloud o MES. Esto soporta autonomía edge y trazabilidad.
En aceptación, una captura exitosa no prueba análisis técnico. Un informe sólido cubre tiempo continuo, margen de ciclo, falso rechazo, riesgo de defecto perdido, recuperación, permisos, cobertura de muestras, campos de reporte y mantenimiento. Así el sistema sigue siendo explicable tras el arranque.
En una evaluación de proyecto, los compradores no miran solo el modelo. Preguntan por alcance del equipo, selección de cámara e iluminación, límites de inspección, trazabilidad, integración PLC, integración MES y riesgos de retrofit. Muestras y revisión debe responderlo con condiciones reales de planta.
Aceptación
La aceptación debe cubrir detección, acción de línea, datos y mantenimiento. Tiempo continuo, ciclo, falso rechazo, defecto perdido, recuperación, permisos y trazabilidad pertenecen al mismo informe.
Para Aceptación, el equipo debe convertir takt, cambios, definición de defectos, responsabilidad de revisión y límite de paro de línea de dispensado para carcasas electrónicas en una lista ejecutable. V25D-200 estacion de inspeccion de altura 2.5D no es una cámara o software aislado; debe validarse con útiles, luz, disparo, PLC, edge computing, almacenamiento local y operación. Así análisis técnico se vuelve evidencia.
Del lado del equipo, no decide solo el algoritmo. Campo de visión, ángulo de luz, pose de pieza, vibración, polvo, reflejo, deriva térmica y neumática afectan el resultado. Si esas entradas son inestables, más entrenamiento queda neutralizado por la variación de planta. El artículo debe explicar límites de máquina, entorno y operación.
Del lado de datos, V25D-200 estacion de inspeccion de altura 2.5D debe unir imagen original, imagen resultado, lote, receta, versión de modelo, orden, alarma, revisión y señal de rechazo. Sin red, la inspección local, evidencia y rechazo continúan; con red, los datos se sincronizan con cloud o MES. Esto soporta autonomía edge y trazabilidad.
En aceptación, una captura exitosa no prueba análisis técnico. Un informe sólido cubre tiempo continuo, margen de ciclo, falso rechazo, riesgo de defecto perdido, recuperación, permisos, cobertura de muestras, campos de reporte y mantenimiento. Así el sistema sigue siendo explicable tras el arranque.
En una evaluación de proyecto, los compradores no miran solo el modelo. Preguntan por alcance del equipo, selección de cámara e iluminación, límites de inspección, trazabilidad, integración PLC, integración MES y riesgos de retrofit. Aceptación debe responderlo con condiciones reales de planta.
Mantenimiento y réplica
Tras el arranque se revisan luz, lentes, utillaje, disco, versión de modelo y muestras. Para copiar a otra línea, conserve recetas, muestras, formación e incidentes.
Para Mantenimiento y réplica, el equipo debe convertir takt, cambios, definición de defectos, responsabilidad de revisión y límite de paro de línea de dispensado para carcasas electrónicas en una lista ejecutable. V25D-200 estacion de inspeccion de altura 2.5D no es una cámara o software aislado; debe validarse con útiles, luz, disparo, PLC, edge computing, almacenamiento local y operación. Así análisis técnico se vuelve evidencia.
Del lado del equipo, no decide solo el algoritmo. Campo de visión, ángulo de luz, pose de pieza, vibración, polvo, reflejo, deriva térmica y neumática afectan el resultado. Si esas entradas son inestables, más entrenamiento queda neutralizado por la variación de planta. El artículo debe explicar límites de máquina, entorno y operación.
Del lado de datos, V25D-200 estacion de inspeccion de altura 2.5D debe unir imagen original, imagen resultado, lote, receta, versión de modelo, orden, alarma, revisión y señal de rechazo. Sin red, la inspección local, evidencia y rechazo continúan; con red, los datos se sincronizan con cloud o MES. Esto soporta autonomía edge y trazabilidad.
En aceptación, una captura exitosa no prueba análisis técnico. Un informe sólido cubre tiempo continuo, margen de ciclo, falso rechazo, riesgo de defecto perdido, recuperación, permisos, cobertura de muestras, campos de reporte y mantenimiento. Así el sistema sigue siendo explicable tras el arranque.
En una evaluación de proyecto, los compradores no miran solo el modelo. Preguntan por alcance del equipo, selección de cámara e iluminación, límites de inspección, trazabilidad, integración PLC, integración MES y riesgos de retrofit. Mantenimiento y réplica debe responderlo con condiciones reales de planta.
Evaluación del comprador
En la evaluación del comprador importan viabilidad, riesgos, aceptación y trazabilidad. V25D-200 estacion de inspeccion de altura 2.5D debe explicarlos según las condiciones reales de línea de dispensado para carcasas electrónicas.
Para Evaluación del comprador, el equipo debe convertir takt, cambios, definición de defectos, responsabilidad de revisión y límite de paro de línea de dispensado para carcasas electrónicas en una lista ejecutable. V25D-200 estacion de inspeccion de altura 2.5D no es una cámara o software aislado; debe validarse con útiles, luz, disparo, PLC, edge computing, almacenamiento local y operación. Así análisis técnico se vuelve evidencia.
Del lado del equipo, no decide solo el algoritmo. Campo de visión, ángulo de luz, pose de pieza, vibración, polvo, reflejo, deriva térmica y neumática afectan el resultado. Si esas entradas son inestables, más entrenamiento queda neutralizado por la variación de planta. El artículo debe explicar límites de máquina, entorno y operación.
Del lado de datos, V25D-200 estacion de inspeccion de altura 2.5D debe unir imagen original, imagen resultado, lote, receta, versión de modelo, orden, alarma, revisión y señal de rechazo. Sin red, la inspección local, evidencia y rechazo continúan; con red, los datos se sincronizan con cloud o MES. Esto soporta autonomía edge y trazabilidad.
En aceptación, una captura exitosa no prueba análisis técnico. Un informe sólido cubre tiempo continuo, margen de ciclo, falso rechazo, riesgo de defecto perdido, recuperación, permisos, cobertura de muestras, campos de reporte y mantenimiento. Así el sistema sigue siendo explicable tras el arranque.
En una evaluación de proyecto, los compradores no miran solo el modelo. Preguntan por alcance del equipo, selección de cámara e iluminación, límites de inspección, trazabilidad, integración PLC, integración MES y riesgos de retrofit. Evaluación del comprador debe responderlo con condiciones reales de planta.