

เหตุใดไซต์จึงต้องใช้โซลูชันนี้
ไลน์วัด 2.5D สำหรับชิ้นส่วน CNC ความแม่นยำสูง มีจังหวะ อุปกรณ์จับยึด และกฎคุณภาพอยู่แล้ว ก่อนประเมิน การตรวจความสูงและขนาด 2.5D สำหรับชิ้นส่วน CNC ความแม่นยำสูง ต้องกำหนด ข้อบกพร่อง ที่ต้องหยุด กรณี การทบทวน และข้อมูล รุ่นผลิต.

การปรับปรุง ต้องดู พื้นที่, สายเคเบิล, ความร้อนในตู้ควบคุม, ความปลอดภัย, การตอบสนองเมื่อคัดออก และ ตรรกะหยุด.
การบำรุงรักษา ติดตาม แสง, เลนส์, การสึกของฟิกซ์เจอร์, การเลื่อนของกล้อง, ดิสก์, การเบี่ยงเบนของตัวอย่าง และ สิทธิ์.
ชิ้นงานและขอบเขตภาพ
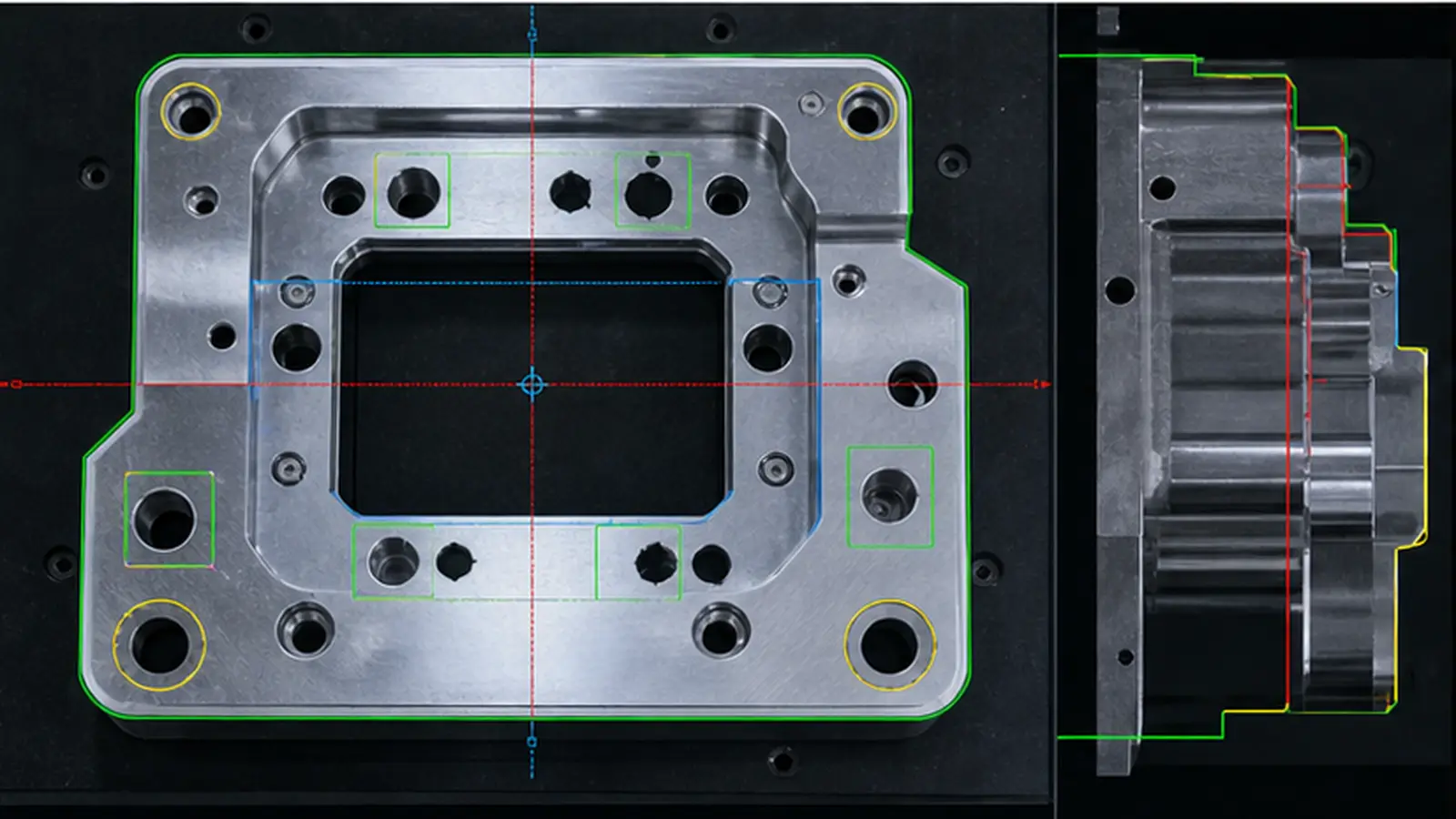
การตรวจความสูงและขนาด 2.5D สำหรับชิ้นส่วน CNC ความแม่นยำสูง ได้รับผลจากวัสดุ แสงสะท้อน ความใส ท่าทางชิ้นงาน และความแปรปรวน จึงต้องออกแบบกล้อง เลนส์ แสง เวลาเปิดรับแสง สัญญาณทริกเกอร์ และ ความทำซ้ำ ร่วมกัน.
การบำรุงรักษา ติดตาม แสง, เลนส์, การสึกของฟิกซ์เจอร์, การเลื่อนของกล้อง, ดิสก์, การเบี่ยงเบนของตัวอย่าง และ สิทธิ์.
ข้อจำกัดของไซต์มักสำคัญกว่า ความซับซ้อนของอัลกอริทึม จึงควรให้ กระบวนการ, อุปกรณ์, คุณภาพ และ IT ตรวจร่วมกัน.
ออปติก กลไก และจังหวะ
ความเสถียรต้องตรวจสอบ ความเร็ว, การจัดตำแหน่ง, การอ่านโค้ด, อายุแสง, จุดยึดกล้อง, การสั่น และ ambient แสง ที่จังหวะจริง.
ข้อจำกัดของไซต์มักสำคัญกว่า ความซับซ้อนของอัลกอริทึม จึงควรให้ กระบวนการ, อุปกรณ์, คุณภาพ และ IT ตรวจร่วมกัน.
คุณภาพภาพ ไม่ใช่แค่ความคม ชิ้นงานสะท้อน ใส รอยเล็ก และงานวัดต้องใช้ ออปติก ต่างกัน.
อัลกอริทึมต้องตามมาตรฐานกระบวนการ
โมเดล และ ค่าเกณฑ์ ต้องยึดมาตรฐานกระบวนการ ต้องมีกฎสำหรับ ตัวอย่างขอบเขต, การปฏิเสธผิด, ความเสี่ยงพลาดตรวจ และ การปล่อยสูตร.
คุณภาพภาพ ไม่ใช่แค่ความคม ชิ้นงานสะท้อน ใส รอยเล็ก และงานวัดต้องใช้ ออปติก ต่างกัน.
ข้อมูล ต้องอธิบาย การตัดสิน ด้วย ภาพ, สูตร, เวอร์ชันโมเดล, สัญญาณทริกเกอร์, การทบทวนer และ การกระทำ.
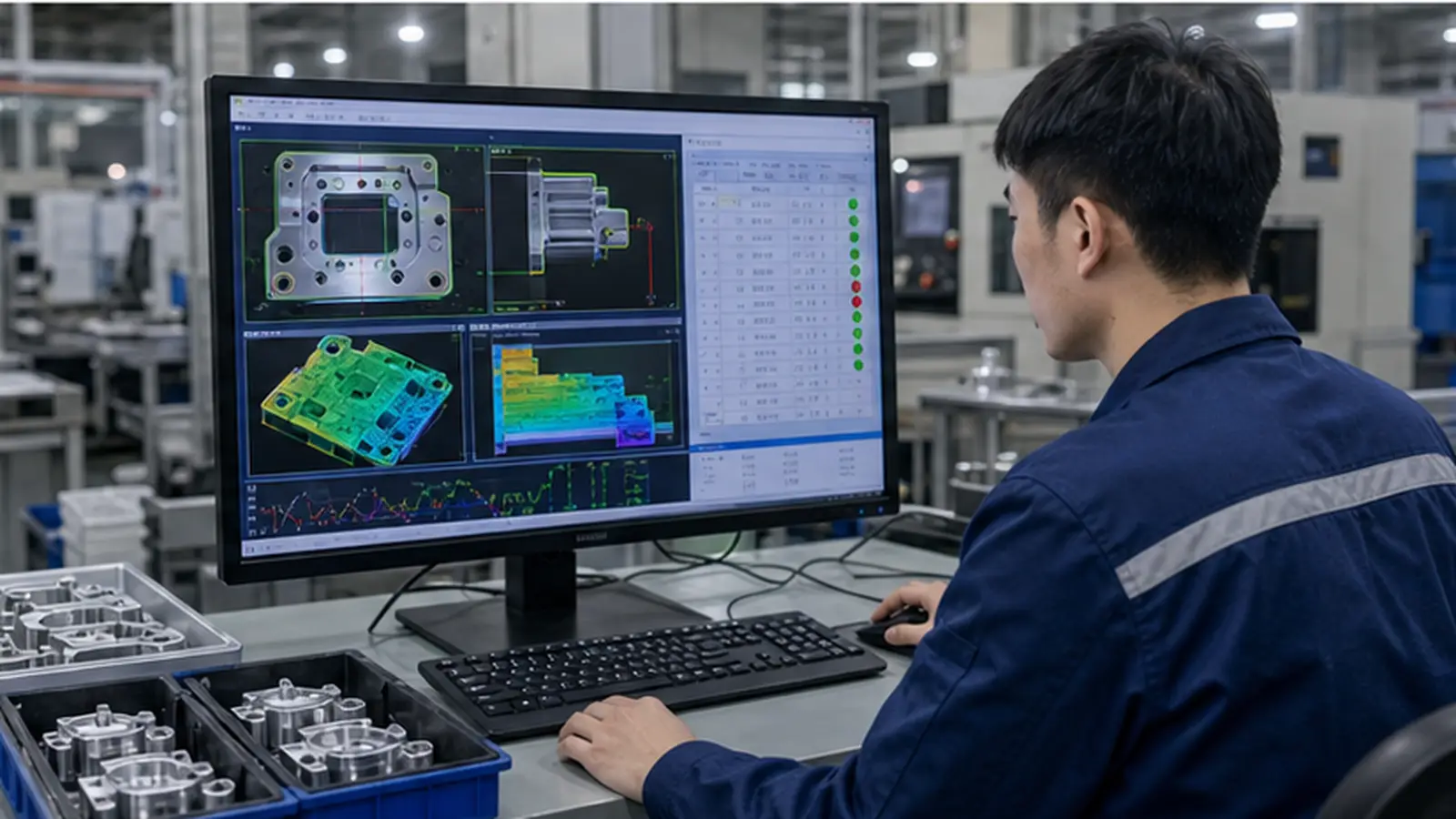
การเชื่อมต่อไลน์และข้อมูลท้องถิ่น
ไลน์วัด 2.5D สำหรับชิ้นส่วน CNC ความแม่นยำสูง ต้องการมากกว่า OK/NG ควรบันทึก คำสั่งงาน, รุ่นผลิต, สูตร, ภาพ, ผลลัพธ์, การทบทวน และ ข้อยกเว้น ในเครื่อง.
ข้อมูล ต้องอธิบาย การตัดสิน ด้วย ภาพ, สูตร, เวอร์ชันโมเดล, สัญญาณทริกเกอร์, การทบทวนer และ การกระทำ.
การผลิต st สำคัญที่สุด สูตร, โมเดล, ตัวอย่าง และ ข้อยกเว้น ควรมีประวัติ.
คลังตัวอย่างและข้อยกเว้น
คลังตัวอย่าง ทำให้ การตรวจความสูงและขนาด 2.5D สำหรับชิ้นส่วน CNC ความแม่นยำสูง เสถียรระยะยาว โดยรวม ชิ้นงานดี, ข้อบกพร่องทั่วไป, ตัวอย่างขอบเขต และ ชิ้นงานดี ที่ถูก คัดออก ผิดได้ง่าย.
การผลิต st สำคัญที่สุด สูตร, โมเดล, ตัวอย่าง และ ข้อยกเว้น ควรมีประวัติ.
การปรับปรุง ต้องดู พื้นที่, สายเคเบิล, ความร้อนในตู้ควบคุม, ความปลอดภัย, การตอบสนองเมื่อคัดออก และ ตรรกะหยุด.
การยอมรับ การฝึกอบรม และบำรุงรักษา
การตรวจรับ ควรครอบคลุม เดินเครื่องต่อเนื่อง, ความเร็ว, changeover, การกู้คืน, สิทธิ์, การส่งออก, การเก็บภาพ และ การส่งมอบงานบำรุงรักษา.
การปรับปรุง ต้องดู พื้นที่, สายเคเบิล, ความร้อนในตู้ควบคุม, ความปลอดภัย, การตอบสนองเมื่อคัดออก และ ตรรกะหยุด.
การบำรุงรักษา ติดตาม แสง, เลนส์, การสึกของฟิกซ์เจอร์, การเลื่อนของกล้อง, ดิสก์, การเบี่ยงเบนของตัวอย่าง และ สิทธิ์.
ตรวจสอบก่อนนำไปใช้ซ้ำ
ก่อนทำซ้ำใน ไลน์วัด 2.5D สำหรับชิ้นส่วน CNC ความแม่นยำสูง อื่น ต้องตรวจสอบ พื้นที่, ชิ้นงานขาเข้า, ความต่างของฟิกซ์เจอร์, จังหวะผลิต ระยะเผื่อ และ อินเทอร์เฟซข้อมูล อีกครั้ง.
การบำรุงรักษา ติดตาม แสง, เลนส์, การสึกของฟิกซ์เจอร์, การเลื่อนของกล้อง, ดิสก์, การเบี่ยงเบนของตัวอย่าง และ สิทธิ์.
ข้อจำกัดของไซต์มักสำคัญกว่า ความซับซ้อนของอัลกอริทึม จึงควรให้ กระบวนการ, อุปกรณ์, คุณภาพ และ IT ตรวจร่วมกัน.