
一、视觉点胶的核心不是把胶打出来
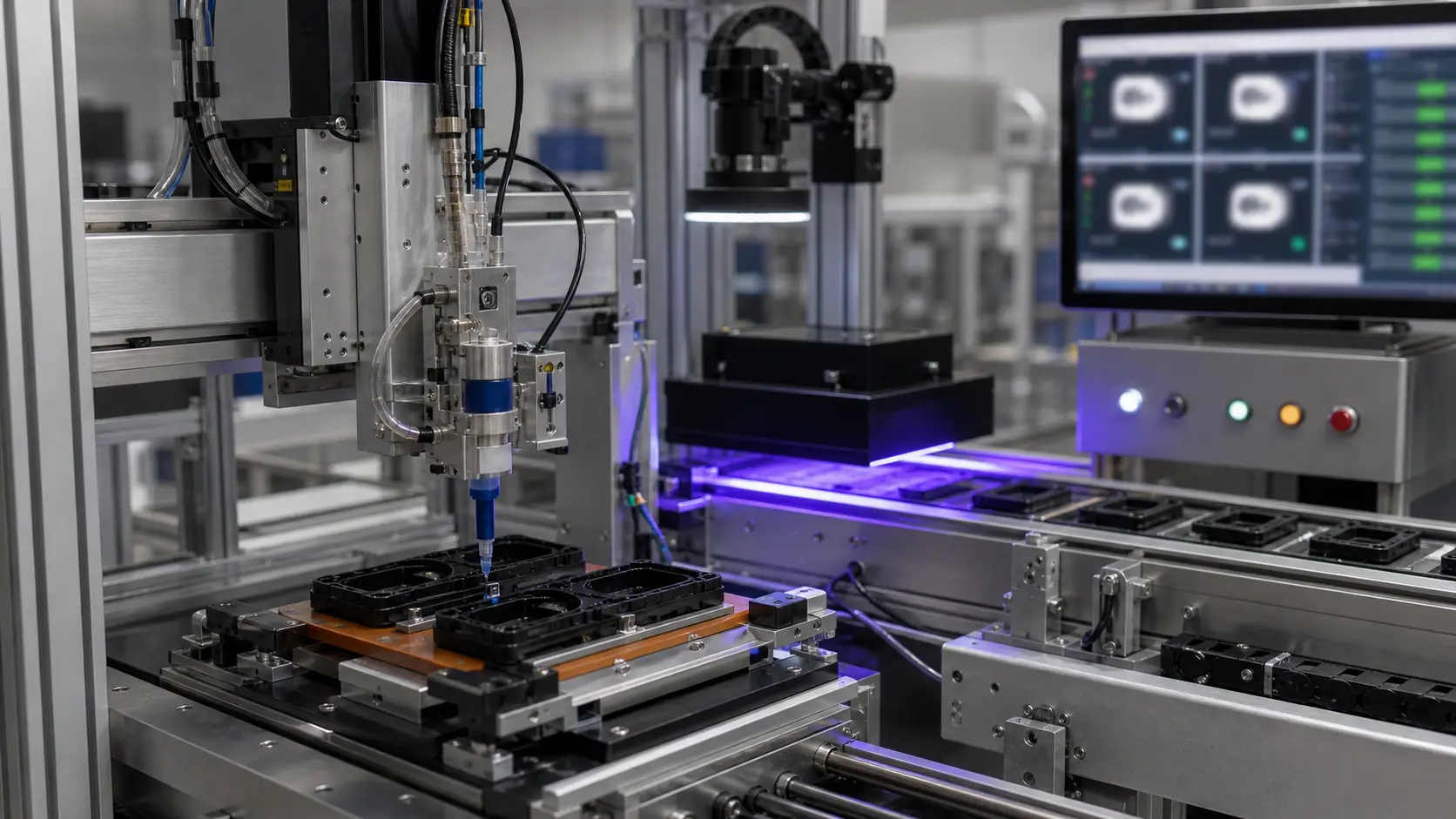
点胶、涂胶、灌胶和密封工艺看起来属于流体控制,但在真实产线中,视觉系统越来越成为工艺稳定的关键。原因很简单:胶路是否在正确位置,胶宽是否稳定,是否断胶、溢胶、气泡、偏移,固化前后是否一致,这些问题都需要通过图像或高度数据确认。只控制压力、时间和轨迹,并不能保证每个产品都得到合格胶路。
视觉点胶通常包含三个环节。第一是点胶前定位,通过相机识别产品位置、姿态和关键基准,修正点胶路径。第二是点胶过程控制,通过工艺参数、运动控制和胶量管理保持稳定输出。第三是点胶后复检,确认胶路连续性、宽度、高度、溢胶和断点。只有这三个环节形成闭环,点胶设备才不只是执行动作,而是成为质量控制工位。
二、哪些缺陷需要复检
常见胶路缺陷包括断胶、少胶、溢胶、偏移、气泡、拉丝、污染和固化异常。不同缺陷对应不同检测方法。断胶和偏移可以通过 2D 图像识别,胶宽可以通过轮廓或灰度边界计算,胶高和台阶差更适合 2.5D 或 3D 高度检测。透明胶、黑色胶和荧光胶的成像方式也不同,有时需要 UV 光源、低角度光、同轴光或多曝光策略。
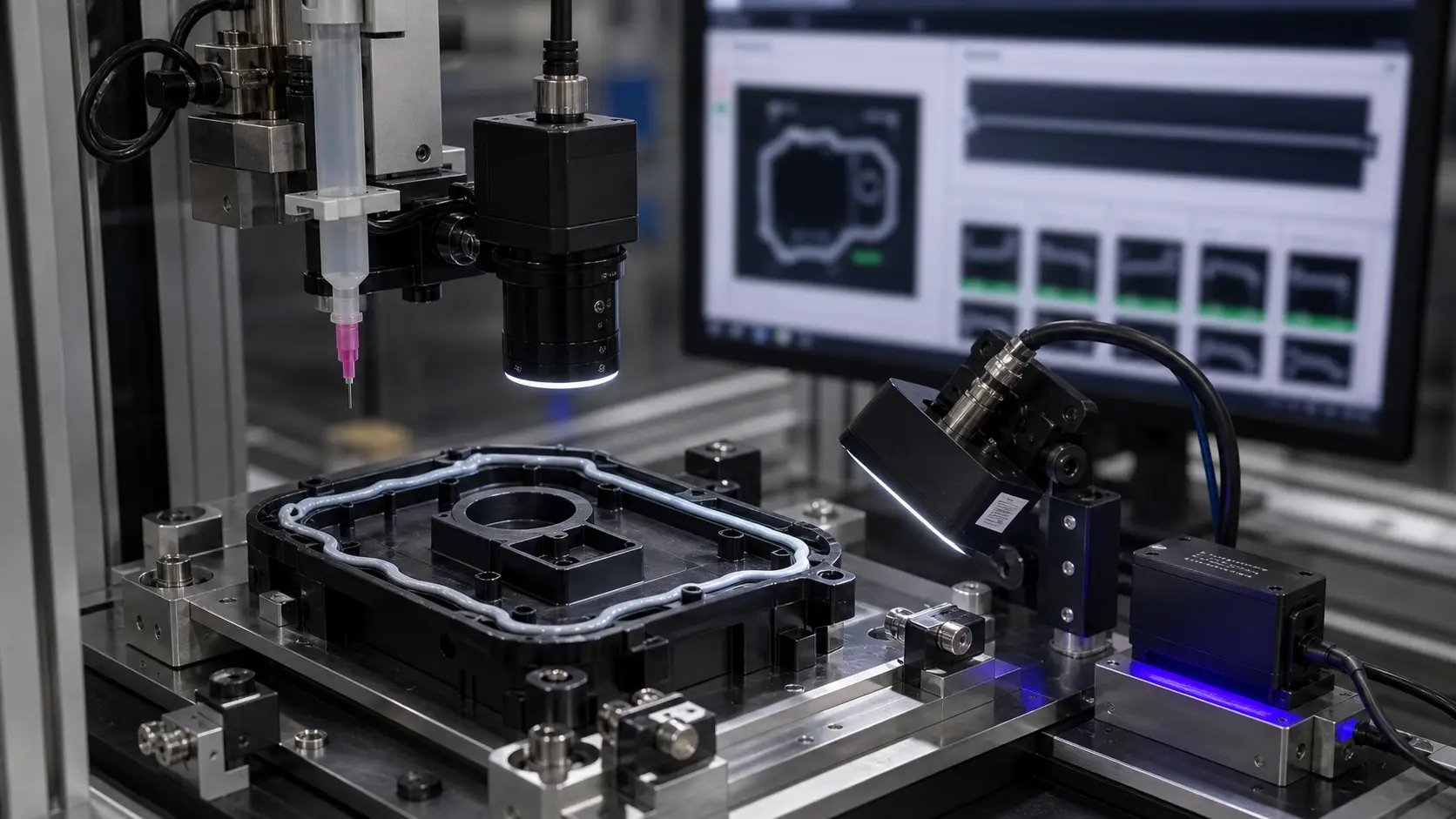
复检标准必须在样件阶段定义清楚。比如胶宽允许范围是多少,断点多长算 NG,轻微溢胶是否影响装配,哪些区域必须严检,哪些区域允许工艺波动。如果没有标准,现场会在“看起来不漂亮”和“实际不影响功能”之间反复争论。视觉系统可以提供稳定数据,但质量标准仍然需要客户、工艺和设备团队共同确认。
三、在线点胶单元要把节拍和数据一起考虑
在线式点胶涂胶单元通常要同时面对节拍、定位、复检和追溯。相机拍照、路径修正、点胶运动、固化、复检和数据上传都需要进入节拍计算。如果为了追求速度而取消复检或关闭图像保存,短期能提高产能,长期却会降低质量复盘能力。更稳妥的做法是按风险分级保存数据:关键缺陷和异常样本完整留图,正常样本按批次或策略保存摘要。
对于高节拍电子装配,双工位或多工位结构可以减少上下料等待。一个工位点胶时,另一个工位完成上下料或复检。运动控制、相机触发、光源频闪和胶阀动作必须同步,否则胶路位置和检测结果会出现偏差。视觉点胶项目不能只看点胶头参数,还要看整机时序和异常恢复。
四、工艺闭环比单机能力更重要
视觉点胶最终要服务工艺稳定。设备上线后,应持续记录胶路缺陷、胶阀状态、材料批次、环境温度、固化条件和复检结果。如果某类缺陷集中出现,工程师可以判断是治具定位、胶水粘度、压力波动、喷嘴磨损还是来料差异。这样视觉数据就从末端判定变成了工艺改善依据。
对制造企业来说,好的点胶方案不是把所有场景都说成一次解决,而是把定位、执行、复检、追溯和维护讲清楚。只有胶路可见、缺陷可判、参数可追、异常可复盘,视觉点胶设备才能在长期生产中保持价值。
五、样件验证要覆盖工艺窗口
点胶项目的样件验证不能只拿几件正常产品拍照。更合理的做法是覆盖不同胶水批次、不同表面状态、不同路径长度、不同转角、不同胶量边界和不同固化状态。对于黑色胶、透明胶和荧光胶,还要分别验证光源和相机方案。只有把工艺窗口跑出来,才能知道哪些缺陷可以稳定识别,哪些问题应通过工艺参数先解决。
验证时还要记录参数。点胶压力、针头规格、运动速度、胶阀开关延迟、环境温度、固化时间和相机曝光都可能影响结果。如果只保存图片而不保存参数,后续看到胶路异常时很难追溯原因。视觉点胶的复检数据应和工艺数据绑定,才能真正形成闭环。
六、维护能力决定长期稳定性
点胶设备上线后,喷嘴磨损、胶水污染、气泡、治具磨损和光源衰减都会影响质量。系统需要给现场提供可执行的维护路径,比如喷嘴清洁周期、胶路首件确认、光源亮度校验、相机标定检查和异常样本复核。没有维护机制的点胶复检,短期能发现问题,长期也可能因为设备状态漂移而产生大量误判。
对于多型号产品,配方管理也非常关键。不同产品的胶路路径、胶量窗口、相机位置、光源亮度和复检规则应绑定到产品配方,并记录每次切换。换型后如果没有自动校验,现场很容易沿用上一个产品的参数,造成批量异常。视觉点胶项目要想长期稳定,必须把工艺配方、视觉配方和追溯字段一起管理。
七、验收指标要同时覆盖工艺和视觉
点胶项目验收应同时看工艺指标和视觉指标。工艺指标包括胶量稳定性、轨迹精度、节拍、固化效果和设备稼动率;视觉指标包括定位成功率、胶路检出率、误判率、图像留存、异常复判和数据上传。只看其中一类都会失真。胶路合格但没有追溯数据,后续客诉难以复盘;图像漂亮但工艺不稳定,也无法长期量产。
建议在试运行阶段保存一批完整数据,覆盖正常件、轻微异常、严重异常和复判样本。通过这些样本确认判定标准、界面提示、报警策略和维护流程。点胶是典型的工艺窗口问题,视觉系统要做的是帮助现场看见窗口、守住窗口,而不是用算法掩盖工艺波动。
当产品进入量产后,胶路数据还可以反向指导材料和设备维护。某段时间气泡增加,可能和胶水脱泡、管路密封或环境温度有关;某个转角溢胶增多,可能和路径速度或阀门延迟有关。把视觉复检数据和工艺参数放在一起看,才能真正发现原因。