
现场为什么需要这套方案
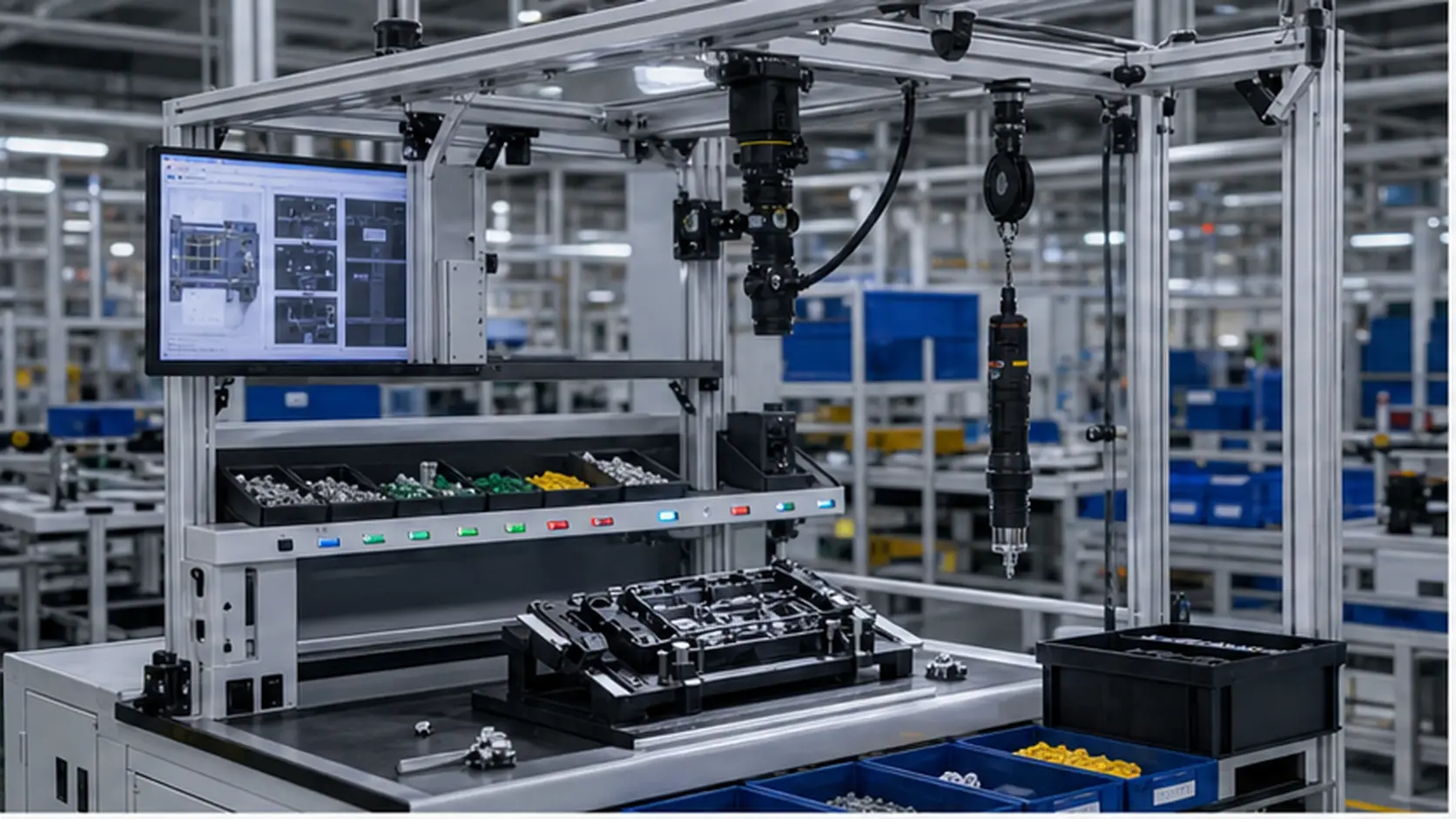
汽车电子人工装配工位通常不是从零开始建设,现场已经有既定节拍、人员动作、治具空间、停机窗口和质量标准。导入SOP-500 多步骤装配防错工位时,第一步不是急着给出检测结论,而是把现有流程梳理清楚:哪些缺陷必须当站拦截,哪些异常允许复判,哪些数据必须随批次保存,哪些动作会影响后段设备。只有把这些边界写清楚,产品介绍才不会变成一次孤立演示。

现场数据要能解释一件产品为什么被判定。只保存最终结果很难支持复盘,至少应保留图像、配方版本、模型版本、触发来源、复判人和处理动作。这样质量争议出现时,系统能给出完整证据,而不是依赖人工回忆。
对生产线来说,稳定比炫技更重要。SOP-500 多步骤装配防错工位的方案应该允许工程师在权限内维护参数,也要防止临时调整破坏长期标准。配方发布、模型替换、样件变更和异常放行都需要留下记录。
如果项目涉及改造旧线,还要特别关注安装空间、线缆保护、控制柜散热、设备安全门、剔除机构响应和停线逻辑。改造项目的目标不是把现场变成全新产线,而是在可控停机窗口内把关键质量风险压下来。
持续维护的重点包括光源衰减、镜头污染、治具磨损、相机偏移、硬盘容量、样本漂移和权限变更。把这些检查项写进周检或月检,比出了问题以后再临时排查更可靠。
在实际项目中,最容易被低估的是现场约束。相同的相机和算法放到不同班组、不同治具、不同节拍下,结果可能完全不同。因此方案评审必须把工艺、设备、质量和信息化人员一起拉进来,提前确认每一个影响稳定性的条件。

图像质量不是单独追求亮度和清晰度,而是要让关键特征在长期运行中保持可分辨。比如反光件要控制高光,透明件要突出轮廓,微小划伤要选择合适入射角,尺寸测量要避免定位漂移影响结果。
检测对象与成像边界
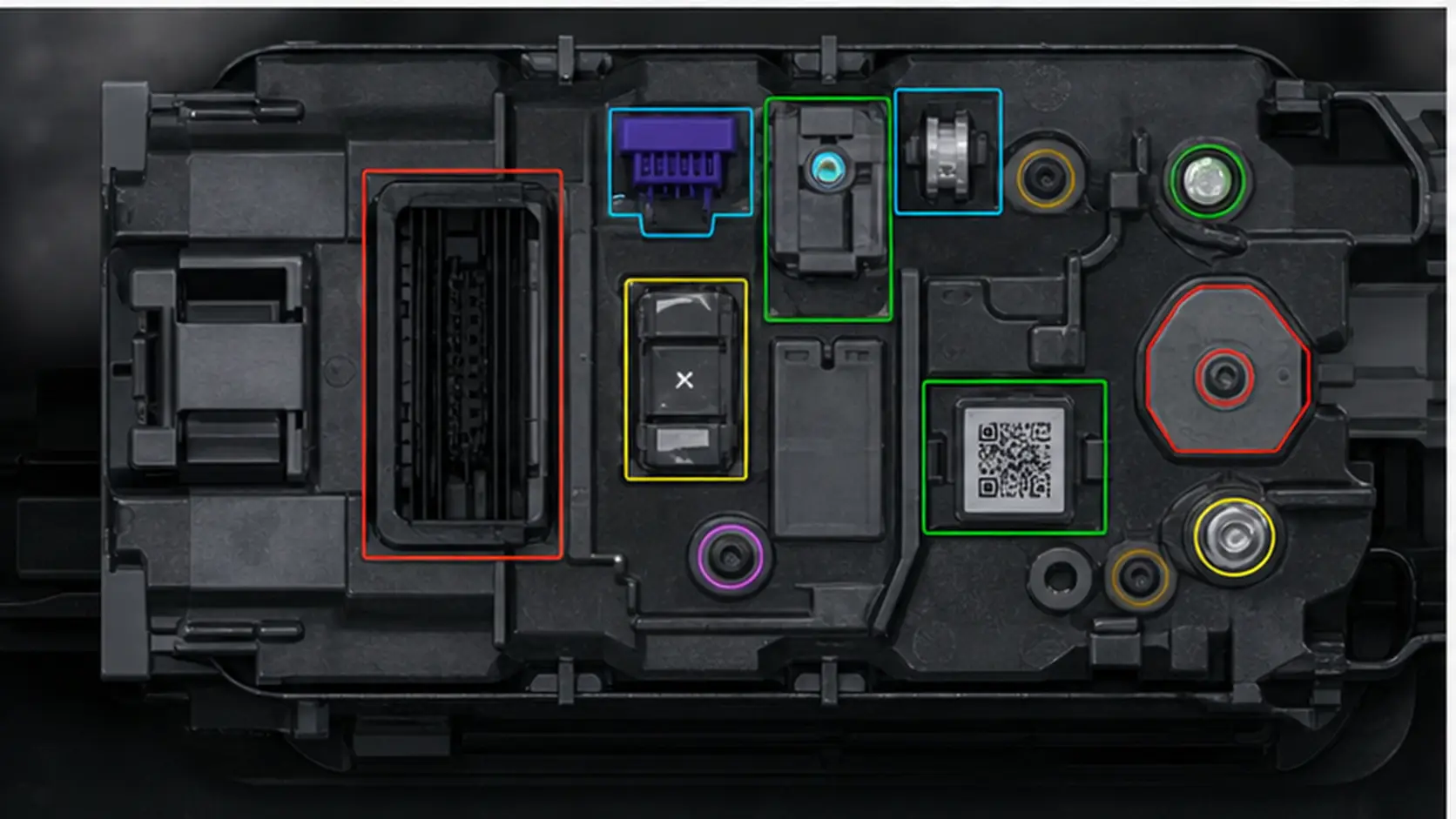
SOP-500 多步骤装配防错工位面对的检测对象会受到材料、尺寸、反光、透明度、姿态和来料波动影响。相机视野、镜头倍率、光源角度、曝光时间、触发位置和工装重复性需要共同设计,不能只把图片拍清楚就认为系统可以上线。对汽车电子人工装配工位来说,更关键的是让良品边界、缺陷边界和工艺允许波动同时出现在样件验证中。
对生产线来说,稳定比炫技更重要。SOP-500 多步骤装配防错工位的方案应该允许工程师在权限内维护参数,也要防止临时调整破坏长期标准。配方发布、模型替换、样件变更和异常放行都需要留下记录。
如果项目涉及改造旧线,还要特别关注安装空间、线缆保护、控制柜散热、设备安全门、剔除机构响应和停线逻辑。改造项目的目标不是把现场变成全新产线,而是在可控停机窗口内把关键质量风险压下来。
持续维护的重点包括光源衰减、镜头污染、治具磨损、相机偏移、硬盘容量、样本漂移和权限变更。把这些检查项写进周检或月检,比出了问题以后再临时排查更可靠。
在实际项目中,最容易被低估的是现场约束。相同的相机和算法放到不同班组、不同治具、不同节拍下,结果可能完全不同。因此方案评审必须把工艺、设备、质量和信息化人员一起拉进来,提前确认每一个影响稳定性的条件。
图像质量不是单独追求亮度和清晰度,而是要让关键特征在长期运行中保持可分辨。比如反光件要控制高光,透明件要突出轮廓,微小划伤要选择合适入射角,尺寸测量要避免定位漂移影响结果。
现场数据要能解释一件产品为什么被判定。只保存最终结果很难支持复盘,至少应保留图像、配方版本、模型版本、触发来源、复判人和处理动作。这样质量争议出现时,系统能给出完整证据,而不是依赖人工回忆。
光学、机构与节拍如何配合
工业视觉项目的稳定性往往来自多个小变量的同步控制。输送速度、机械定位、扫码顺序、光源寿命、相机固定方式、振动和现场环境光都会影响SOP-500 多步骤装配防错工位的判断结果。调试阶段应把每个变量拆开记录,再在满速运行时合并验证,避免低速样机通过、量产节拍下失稳。
如果项目涉及改造旧线,还要特别关注安装空间、线缆保护、控制柜散热、设备安全门、剔除机构响应和停线逻辑。改造项目的目标不是把现场变成全新产线,而是在可控停机窗口内把关键质量风险压下来。
持续维护的重点包括光源衰减、镜头污染、治具磨损、相机偏移、硬盘容量、样本漂移和权限变更。把这些检查项写进周检或月检,比出了问题以后再临时排查更可靠。
在实际项目中,最容易被低估的是现场约束。相同的相机和算法放到不同班组、不同治具、不同节拍下,结果可能完全不同。因此方案评审必须把工艺、设备、质量和信息化人员一起拉进来,提前确认每一个影响稳定性的条件。
图像质量不是单独追求亮度和清晰度,而是要让关键特征在长期运行中保持可分辨。比如反光件要控制高光,透明件要突出轮廓,微小划伤要选择合适入射角,尺寸测量要避免定位漂移影响结果。
现场数据要能解释一件产品为什么被判定。只保存最终结果很难支持复盘,至少应保留图像、配方版本、模型版本、触发来源、复判人和处理动作。这样质量争议出现时,系统能给出完整证据,而不是依赖人工回忆。
对生产线来说,稳定比炫技更重要。SOP-500 多步骤装配防错工位的方案应该允许工程师在权限内维护参数,也要防止临时调整破坏长期标准。配方发布、模型替换、样件变更和异常放行都需要留下记录。
算法判断不能脱离工艺标准
算法模型和规则阈值必须服务于工艺标准。SOP-500 多步骤装配防错工位可以使用传统测量、模板匹配、深度学习或三维轮廓算法,但最终仍要回答现场问题:判定依据是什么,边界样件怎么处理,误剔和漏检如何复核,换型以后配方由谁发布。没有这些约束,算法越复杂,维护成本反而越高。
持续维护的重点包括光源衰减、镜头污染、治具磨损、相机偏移、硬盘容量、样本漂移和权限变更。把这些检查项写进周检或月检,比出了问题以后再临时排查更可靠。
在实际项目中,最容易被低估的是现场约束。相同的相机和算法放到不同班组、不同治具、不同节拍下,结果可能完全不同。因此方案评审必须把工艺、设备、质量和信息化人员一起拉进来,提前确认每一个影响稳定性的条件。
图像质量不是单独追求亮度和清晰度,而是要让关键特征在长期运行中保持可分辨。比如反光件要控制高光,透明件要突出轮廓,微小划伤要选择合适入射角,尺寸测量要避免定位漂移影响结果。
现场数据要能解释一件产品为什么被判定。只保存最终结果很难支持复盘,至少应保留图像、配方版本、模型版本、触发来源、复判人和处理动作。这样质量争议出现时,系统能给出完整证据,而不是依赖人工回忆。
对生产线来说,稳定比炫技更重要。SOP-500 多步骤装配防错工位的方案应该允许工程师在权限内维护参数,也要防止临时调整破坏长期标准。配方发布、模型替换、样件变更和异常放行都需要留下记录。
如果项目涉及改造旧线,还要特别关注安装空间、线缆保护、控制柜散热、设备安全门、剔除机构响应和停线逻辑。改造项目的目标不是把现场变成全新产线,而是在可控停机窗口内把关键质量风险压下来。
现场联动与本地数据记录
汽车电子人工装配工位需要的不只是 OK/NG 信号。设备应能把触发时间、工单、批次、配方、图像、检测结果、复判记录和异常状态保存在本地,并按现场权限开放查询。PLC 联动要明确剔除、停线、报警和放行条件;网络中断时,本地检测和记录不能被默认阻断。
在实际项目中,最容易被低估的是现场约束。相同的相机和算法放到不同班组、不同治具、不同节拍下,结果可能完全不同。因此方案评审必须把工艺、设备、质量和信息化人员一起拉进来,提前确认每一个影响稳定性的条件。
图像质量不是单独追求亮度和清晰度,而是要让关键特征在长期运行中保持可分辨。比如反光件要控制高光,透明件要突出轮廓,微小划伤要选择合适入射角,尺寸测量要避免定位漂移影响结果。
现场数据要能解释一件产品为什么被判定。只保存最终结果很难支持复盘,至少应保留图像、配方版本、模型版本、触发来源、复判人和处理动作。这样质量争议出现时,系统能给出完整证据,而不是依赖人工回忆。
对生产线来说,稳定比炫技更重要。SOP-500 多步骤装配防错工位的方案应该允许工程师在权限内维护参数,也要防止临时调整破坏长期标准。配方发布、模型替换、样件变更和异常放行都需要留下记录。
如果项目涉及改造旧线,还要特别关注安装空间、线缆保护、控制柜散热、设备安全门、剔除机构响应和停线逻辑。改造项目的目标不是把现场变成全新产线,而是在可控停机窗口内把关键质量风险压下来。
持续维护的重点包括光源衰减、镜头污染、治具磨损、相机偏移、硬盘容量、样本漂移和权限变更。把这些检查项写进周检或月检,比出了问题以后再临时排查更可靠。
样件库、复判与异常处理
样件库是SOP-500 多步骤装配防错工位长期稳定运行的基础。上线前要收集标准良品、典型不良、轻微边界样件、容易误判的良品和现场偶发样件;上线后要把复判结论回收到样件库。这样做的目的不是频繁改模型,而是让工程、质量和生产对判定标准保持一致。
图像质量不是单独追求亮度和清晰度,而是要让关键特征在长期运行中保持可分辨。比如反光件要控制高光,透明件要突出轮廓,微小划伤要选择合适入射角,尺寸测量要避免定位漂移影响结果。
现场数据要能解释一件产品为什么被判定。只保存最终结果很难支持复盘,至少应保留图像、配方版本、模型版本、触发来源、复判人和处理动作。这样质量争议出现时,系统能给出完整证据,而不是依赖人工回忆。
对生产线来说,稳定比炫技更重要。SOP-500 多步骤装配防错工位的方案应该允许工程师在权限内维护参数,也要防止临时调整破坏长期标准。配方发布、模型替换、样件变更和异常放行都需要留下记录。
如果项目涉及改造旧线,还要特别关注安装空间、线缆保护、控制柜散热、设备安全门、剔除机构响应和停线逻辑。改造项目的目标不是把现场变成全新产线,而是在可控停机窗口内把关键质量风险压下来。
持续维护的重点包括光源衰减、镜头污染、治具磨损、相机偏移、硬盘容量、样本漂移和权限变更。把这些检查项写进周检或月检,比出了问题以后再临时排查更可靠。
在实际项目中,最容易被低估的是现场约束。相同的相机和算法放到不同班组、不同治具、不同节拍下,结果可能完全不同。因此方案评审必须把工艺、设备、质量和信息化人员一起拉进来,提前确认每一个影响稳定性的条件。
验收、培训和持续维护
验收不应只看单次识别效果。更合理的验收应覆盖连续运行、节拍、换型、异常恢复、权限、数据导出、图像留存、复判闭环和维护交接。培训时也要让操作员知道哪些动作会影响成像,工程师知道哪些参数不能随意调整,质量人员知道如何追溯每一次判定。
现场数据要能解释一件产品为什么被判定。只保存最终结果很难支持复盘,至少应保留图像、配方版本、模型版本、触发来源、复判人和处理动作。这样质量争议出现时,系统能给出完整证据,而不是依赖人工回忆。
对生产线来说,稳定比炫技更重要。SOP-500 多步骤装配防错工位的方案应该允许工程师在权限内维护参数,也要防止临时调整破坏长期标准。配方发布、模型替换、样件变更和异常放行都需要留下记录。
如果项目涉及改造旧线,还要特别关注安装空间、线缆保护、控制柜散热、设备安全门、剔除机构响应和停线逻辑。改造项目的目标不是把现场变成全新产线,而是在可控停机窗口内把关键质量风险压下来。
持续维护的重点包括光源衰减、镜头污染、治具磨损、相机偏移、硬盘容量、样本漂移和权限变更。把这些检查项写进周检或月检,比出了问题以后再临时排查更可靠。
在实际项目中,最容易被低估的是现场约束。相同的相机和算法放到不同班组、不同治具、不同节拍下,结果可能完全不同。因此方案评审必须把工艺、设备、质量和信息化人员一起拉进来,提前确认每一个影响稳定性的条件。
图像质量不是单独追求亮度和清晰度,而是要让关键特征在长期运行中保持可分辨。比如反光件要控制高光,透明件要突出轮廓,微小划伤要选择合适入射角,尺寸测量要避免定位漂移影响结果。
复制到同类产线时要注意什么
当SOP-500 多步骤装配防错工位准备复制到第二条或第三条汽车电子人工装配工位时,不应简单复制设备清单。需要重新确认工位空间、来料状态、治具差异、节拍余量、班组操作习惯和数据接口。如果前一条线已经沉淀了配方、样件、异常记录和维护节奏,复制项目的风险会明显降低。
对生产线来说,稳定比炫技更重要。SOP-500 多步骤装配防错工位的方案应该允许工程师在权限内维护参数,也要防止临时调整破坏长期标准。配方发布、模型替换、样件变更和异常放行都需要留下记录。
如果项目涉及改造旧线,还要特别关注安装空间、线缆保护、控制柜散热、设备安全门、剔除机构响应和停线逻辑。改造项目的目标不是把现场变成全新产线,而是在可控停机窗口内把关键质量风险压下来。
持续维护的重点包括光源衰减、镜头污染、治具磨损、相机偏移、硬盘容量、样本漂移和权限变更。把这些检查项写进周检或月检,比出了问题以后再临时排查更可靠。
在实际项目中,最容易被低估的是现场约束。相同的相机和算法放到不同班组、不同治具、不同节拍下,结果可能完全不同。因此方案评审必须把工艺、设备、质量和信息化人员一起拉进来,提前确认每一个影响稳定性的条件。
图像质量不是单独追求亮度和清晰度,而是要让关键特征在长期运行中保持可分辨。比如反光件要控制高光,透明件要突出轮廓,微小划伤要选择合适入射角,尺寸测量要避免定位漂移影响结果。
现场数据要能解释一件产品为什么被判定。只保存最终结果很难支持复盘,至少应保留图像、配方版本、模型版本、触发来源、复判人和处理动作。这样质量争议出现时,系统能给出完整证据,而不是依赖人工回忆。