
项目背景与现场目标
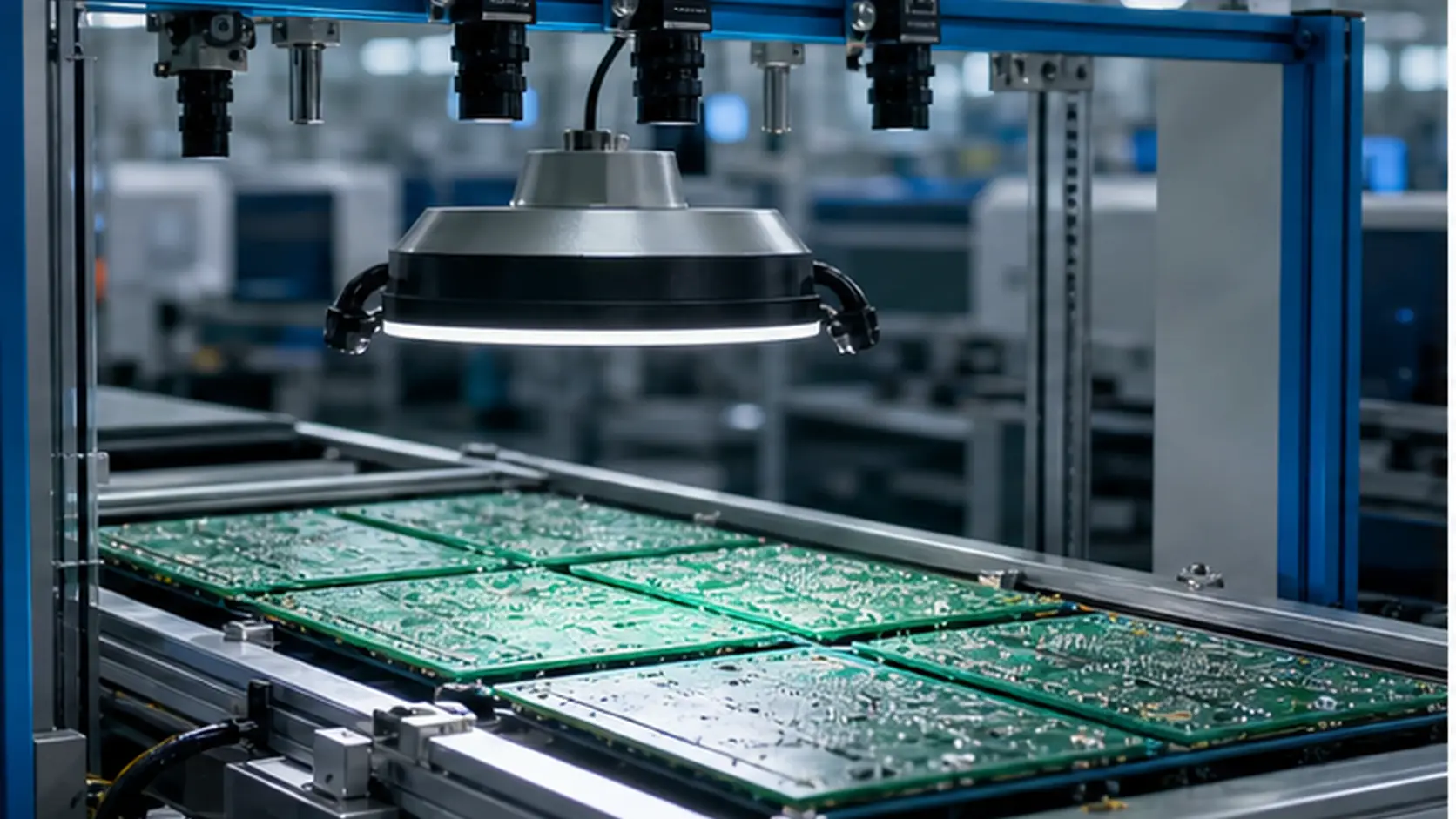
PCB 装配 AOI 产线的导入目标不是做一次演示,而是把RX-230 视觉控制器接入真实生产节拍。项目首先要明确产品规格、缺陷标准、工位空间、换型方式、人员操作和停机窗口,让技术分析从方案文字变成可验证的现场任务。
围绕项目背景与现场目标,项目团队需要把PCB 装配 AOI 产线的产品节拍、换型频率、缺陷定义、复判责任和停线边界写成可执行清单。RX-230 视觉控制器不是孤立相机或软件,而是要和治具、光源、触发、PLC、边缘计算、本地存储和现场人员动作一起验证。这样做的价值在于把技术分析从方案口号变成现场能复盘的工程证据。
从设备侧看,关键不是单个算法参数多先进,而是相机视野、光源入射角、产品姿态、振动、粉尘、反光、温漂和气动动作是否稳定。若这些输入没有被锁定,后续再多模型训练也会被现场波动抵消。因此文章需要解释设备边界、环境边界和人员操作边界,让采购、工程、质量和维护团队能用同一套语言沟通。
从数据侧看,RX-230 视觉控制器应把原图、结果图、批次、配方、模型版本、工单、报警、复判和剔除信号形成同一条记录链。断网时本地检测、留证和剔除动作仍要继续,联网后再把治理数据同步到云端或 MES。这样的设计既适合边缘自治,也能支撑后续质量追溯、客户稽核和跨线复制。
从验收侧看,不能只用一次成功截图证明技术分析已经完成。更合理的写法是列出连续运行时间、节拍裕量、误剔率、漏检风险、异常恢复、权限控制、样件覆盖、报表字段和维护周期。只有把这些指标放进同一份验收表,PCB 装配 AOI 产线上的视觉检测系统才不会在投产后变成难以解释的黑盒。

从项目评估看,客户不会只看产品型号,还会追问设备组成、相机光源选型、检测边界、质量追溯、PLC 对接、MES 对接和产线自动化改造风险。项目背景与现场目标需要把这些问题放回现场条件中说明,让采购、工程、质量和设备团队能判断下一步是否值得推进。
设备组成与检测边界
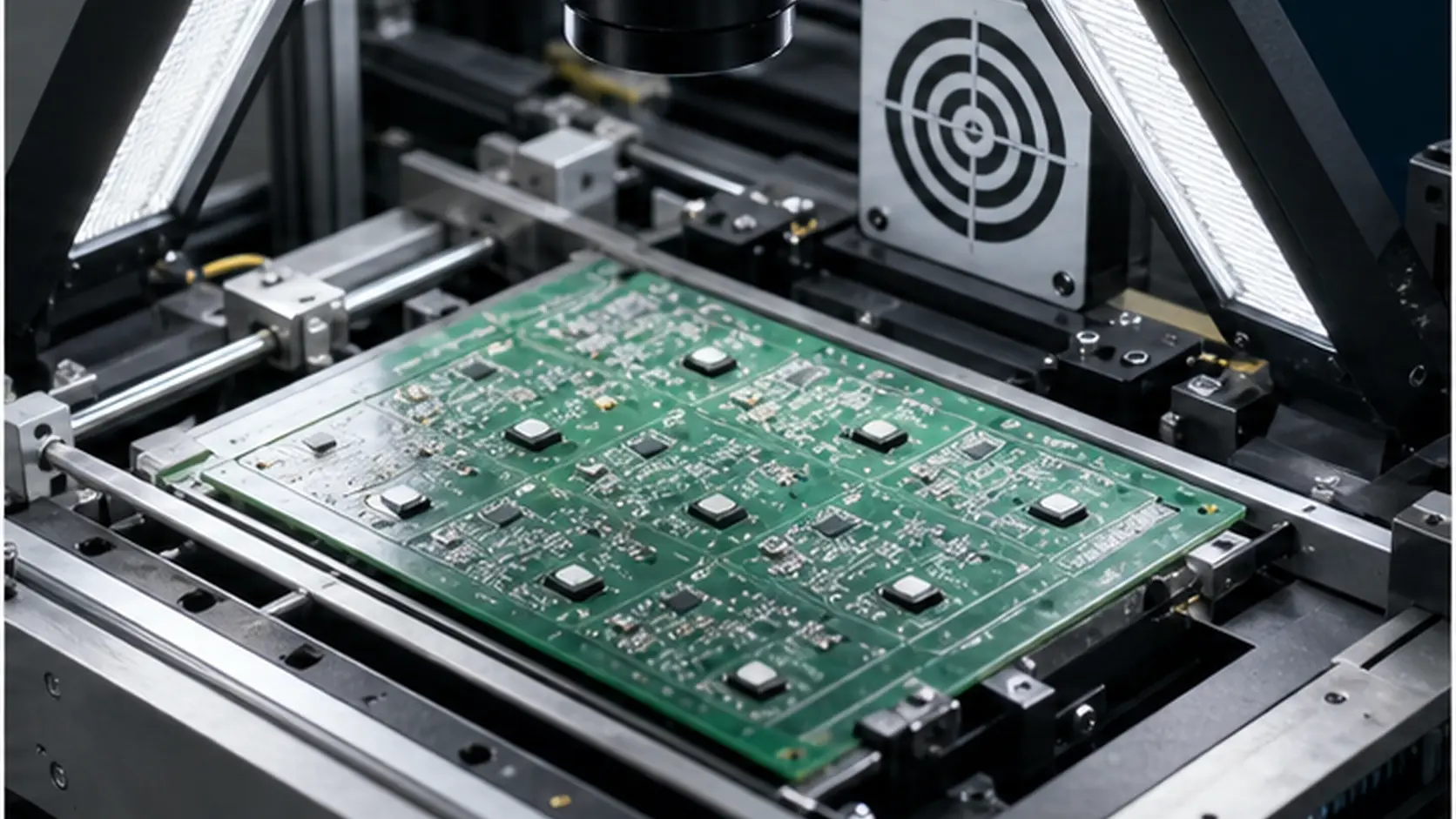
RX-230 视觉控制器通常由成像、控制、算法、数据和联动模块组成。相机、镜头、光源、触发、运动或输送结构、边缘计算节点和软件配方必须共同定义边界,避免把所有问题都推给算法。
围绕设备组成与检测边界,项目团队需要把PCB 装配 AOI 产线的产品节拍、换型频率、缺陷定义、复判责任和停线边界写成可执行清单。RX-230 视觉控制器不是孤立相机或软件,而是要和治具、光源、触发、PLC、边缘计算、本地存储和现场人员动作一起验证。这样做的价值在于把技术分析从方案口号变成现场能复盘的工程证据。
从设备侧看,关键不是单个算法参数多先进,而是相机视野、光源入射角、产品姿态、振动、粉尘、反光、温漂和气动动作是否稳定。若这些输入没有被锁定,后续再多模型训练也会被现场波动抵消。因此文章需要解释设备边界、环境边界和人员操作边界,让采购、工程、质量和维护团队能用同一套语言沟通。
从数据侧看,RX-230 视觉控制器应把原图、结果图、批次、配方、模型版本、工单、报警、复判和剔除信号形成同一条记录链。断网时本地检测、留证和剔除动作仍要继续,联网后再把治理数据同步到云端或 MES。这样的设计既适合边缘自治,也能支撑后续质量追溯、客户稽核和跨线复制。
从验收侧看,不能只用一次成功截图证明技术分析已经完成。更合理的写法是列出连续运行时间、节拍裕量、误剔率、漏检风险、异常恢复、权限控制、样件覆盖、报表字段和维护周期。只有把这些指标放进同一份验收表,PCB 装配 AOI 产线上的视觉检测系统才不会在投产后变成难以解释的黑盒。
从项目评估看,客户不会只看产品型号,还会追问设备组成、相机光源选型、检测边界、质量追溯、PLC 对接、MES 对接和产线自动化改造风险。设备组成与检测边界需要把这些问题放回现场条件中说明,让采购、工程、质量和设备团队能判断下一步是否值得推进。
安装调试要控制哪些变量
安装阶段要关注光源角度、相机视野、治具定位、节拍触发、线缆走向、气源和控制柜散热。任何一个细节漂移,都可能让PCB 装配 AOI 产线出现误判、错位、漏拍或结果与实体不匹配。
围绕安装调试要控制哪些变量,项目团队需要把PCB 装配 AOI 产线的产品节拍、换型频率、缺陷定义、复判责任和停线边界写成可执行清单。RX-230 视觉控制器不是孤立相机或软件,而是要和治具、光源、触发、PLC、边缘计算、本地存储和现场人员动作一起验证。这样做的价值在于把技术分析从方案口号变成现场能复盘的工程证据。
从设备侧看,关键不是单个算法参数多先进,而是相机视野、光源入射角、产品姿态、振动、粉尘、反光、温漂和气动动作是否稳定。若这些输入没有被锁定,后续再多模型训练也会被现场波动抵消。因此文章需要解释设备边界、环境边界和人员操作边界,让采购、工程、质量和维护团队能用同一套语言沟通。
从数据侧看,RX-230 视觉控制器应把原图、结果图、批次、配方、模型版本、工单、报警、复判和剔除信号形成同一条记录链。断网时本地检测、留证和剔除动作仍要继续,联网后再把治理数据同步到云端或 MES。这样的设计既适合边缘自治,也能支撑后续质量追溯、客户稽核和跨线复制。
从验收侧看,不能只用一次成功截图证明技术分析已经完成。更合理的写法是列出连续运行时间、节拍裕量、误剔率、漏检风险、异常恢复、权限控制、样件覆盖、报表字段和维护周期。只有把这些指标放进同一份验收表,PCB 装配 AOI 产线上的视觉检测系统才不会在投产后变成难以解释的黑盒。
从项目评估看,客户不会只看产品型号,还会追问设备组成、相机光源选型、检测边界、质量追溯、PLC 对接、MES 对接和产线自动化改造风险。安装调试要控制哪些变量需要把这些问题放回现场条件中说明,让采购、工程、质量和设备团队能判断下一步是否值得推进。
与 PLC、MES 和本地数据的关系
工业视觉设备不能只输出 OK/NG。更稳妥的做法是把 PLC 信号、MES 工单、批次、配方、模型版本、图像和复判结果一起记录。断网时本地仍要完成检测和留证,联网后再补传治理数据。
围绕与 PLC、MES 和本地数据的关系,项目团队需要把PCB 装配 AOI 产线的产品节拍、换型频率、缺陷定义、复判责任和停线边界写成可执行清单。RX-230 视觉控制器不是孤立相机或软件,而是要和治具、光源、触发、PLC、边缘计算、本地存储和现场人员动作一起验证。这样做的价值在于把技术分析从方案口号变成现场能复盘的工程证据。
从设备侧看,关键不是单个算法参数多先进,而是相机视野、光源入射角、产品姿态、振动、粉尘、反光、温漂和气动动作是否稳定。若这些输入没有被锁定,后续再多模型训练也会被现场波动抵消。因此文章需要解释设备边界、环境边界和人员操作边界,让采购、工程、质量和维护团队能用同一套语言沟通。
从数据侧看,RX-230 视觉控制器应把原图、结果图、批次、配方、模型版本、工单、报警、复判和剔除信号形成同一条记录链。断网时本地检测、留证和剔除动作仍要继续,联网后再把治理数据同步到云端或 MES。这样的设计既适合边缘自治,也能支撑后续质量追溯、客户稽核和跨线复制。
从验收侧看,不能只用一次成功截图证明技术分析已经完成。更合理的写法是列出连续运行时间、节拍裕量、误剔率、漏检风险、异常恢复、权限控制、样件覆盖、报表字段和维护周期。只有把这些指标放进同一份验收表,PCB 装配 AOI 产线上的视觉检测系统才不会在投产后变成难以解释的黑盒。
从项目评估看,客户不会只看产品型号,还会追问设备组成、相机光源选型、检测边界、质量追溯、PLC 对接、MES 对接和产线自动化改造风险。与 PLC、MES 和本地数据的关系需要把这些问题放回现场条件中说明,让采购、工程、质量和设备团队能判断下一步是否值得推进。
样件、误判和复判流程
样件库应包含标准良品、典型不良、边界样件和容易误判的良品。复判流程要规定谁确认、谁发布、谁回退,避免现场把临时阈值当成长期标准。
围绕样件、误判和复判流程,项目团队需要把PCB 装配 AOI 产线的产品节拍、换型频率、缺陷定义、复判责任和停线边界写成可执行清单。RX-230 视觉控制器不是孤立相机或软件,而是要和治具、光源、触发、PLC、边缘计算、本地存储和现场人员动作一起验证。这样做的价值在于把技术分析从方案口号变成现场能复盘的工程证据。
从设备侧看,关键不是单个算法参数多先进,而是相机视野、光源入射角、产品姿态、振动、粉尘、反光、温漂和气动动作是否稳定。若这些输入没有被锁定,后续再多模型训练也会被现场波动抵消。因此文章需要解释设备边界、环境边界和人员操作边界,让采购、工程、质量和维护团队能用同一套语言沟通。
从数据侧看,RX-230 视觉控制器应把原图、结果图、批次、配方、模型版本、工单、报警、复判和剔除信号形成同一条记录链。断网时本地检测、留证和剔除动作仍要继续,联网后再把治理数据同步到云端或 MES。这样的设计既适合边缘自治,也能支撑后续质量追溯、客户稽核和跨线复制。
从验收侧看,不能只用一次成功截图证明技术分析已经完成。更合理的写法是列出连续运行时间、节拍裕量、误剔率、漏检风险、异常恢复、权限控制、样件覆盖、报表字段和维护周期。只有把这些指标放进同一份验收表,PCB 装配 AOI 产线上的视觉检测系统才不会在投产后变成难以解释的黑盒。
从项目评估看,客户不会只看产品型号,还会追问设备组成、相机光源选型、检测边界、质量追溯、PLC 对接、MES 对接和产线自动化改造风险。样件、误判和复判流程需要把这些问题放回现场条件中说明,让采购、工程、质量和设备团队能判断下一步是否值得推进。
验收指标应该怎么写
验收报告建议分为检测能力、联动能力、数据能力和维护能力四部分。连续运行、节拍、误剔、漏检、异常恢复、权限和追溯字段都应写进报告,而不是只看几张截图。
围绕验收指标应该怎么写,项目团队需要把PCB 装配 AOI 产线的产品节拍、换型频率、缺陷定义、复判责任和停线边界写成可执行清单。RX-230 视觉控制器不是孤立相机或软件,而是要和治具、光源、触发、PLC、边缘计算、本地存储和现场人员动作一起验证。这样做的价值在于把技术分析从方案口号变成现场能复盘的工程证据。
从设备侧看,关键不是单个算法参数多先进,而是相机视野、光源入射角、产品姿态、振动、粉尘、反光、温漂和气动动作是否稳定。若这些输入没有被锁定,后续再多模型训练也会被现场波动抵消。因此文章需要解释设备边界、环境边界和人员操作边界,让采购、工程、质量和维护团队能用同一套语言沟通。
从数据侧看,RX-230 视觉控制器应把原图、结果图、批次、配方、模型版本、工单、报警、复判和剔除信号形成同一条记录链。断网时本地检测、留证和剔除动作仍要继续,联网后再把治理数据同步到云端或 MES。这样的设计既适合边缘自治,也能支撑后续质量追溯、客户稽核和跨线复制。
从验收侧看,不能只用一次成功截图证明技术分析已经完成。更合理的写法是列出连续运行时间、节拍裕量、误剔率、漏检风险、异常恢复、权限控制、样件覆盖、报表字段和维护周期。只有把这些指标放进同一份验收表,PCB 装配 AOI 产线上的视觉检测系统才不会在投产后变成难以解释的黑盒。
从项目评估看,客户不会只看产品型号,还会追问设备组成、相机光源选型、检测边界、质量追溯、PLC 对接、MES 对接和产线自动化改造风险。验收指标应该怎么写需要把这些问题放回现场条件中说明,让采购、工程、质量和设备团队能判断下一步是否值得推进。
上线后的维护与复制
上线后要持续检查光源衰减、镜头污染、治具磨损、硬盘容量、模型版本和样本复核。若要复制到第二条线,应先沉淀配方、样件、培训和异常处理记录。
围绕上线后的维护与复制,项目团队需要把PCB 装配 AOI 产线的产品节拍、换型频率、缺陷定义、复判责任和停线边界写成可执行清单。RX-230 视觉控制器不是孤立相机或软件,而是要和治具、光源、触发、PLC、边缘计算、本地存储和现场人员动作一起验证。这样做的价值在于把技术分析从方案口号变成现场能复盘的工程证据。
从设备侧看,关键不是单个算法参数多先进,而是相机视野、光源入射角、产品姿态、振动、粉尘、反光、温漂和气动动作是否稳定。若这些输入没有被锁定,后续再多模型训练也会被现场波动抵消。因此文章需要解释设备边界、环境边界和人员操作边界,让采购、工程、质量和维护团队能用同一套语言沟通。
从数据侧看,RX-230 视觉控制器应把原图、结果图、批次、配方、模型版本、工单、报警、复判和剔除信号形成同一条记录链。断网时本地检测、留证和剔除动作仍要继续,联网后再把治理数据同步到云端或 MES。这样的设计既适合边缘自治,也能支撑后续质量追溯、客户稽核和跨线复制。
从验收侧看,不能只用一次成功截图证明技术分析已经完成。更合理的写法是列出连续运行时间、节拍裕量、误剔率、漏检风险、异常恢复、权限控制、样件覆盖、报表字段和维护周期。只有把这些指标放进同一份验收表,PCB 装配 AOI 产线上的视觉检测系统才不会在投产后变成难以解释的黑盒。
从项目评估看,客户不会只看产品型号,还会追问设备组成、相机光源选型、检测边界、质量追溯、PLC 对接、MES 对接和产线自动化改造风险。上线后的维护与复制需要把这些问题放回现场条件中说明,让采购、工程、质量和设备团队能判断下一步是否值得推进。
客户评估时最关心什么
客户在评估RX-230 视觉控制器、PCB 装配 AOI 产线、技术分析时,真正关心的是现场能否落地、风险在哪里、验收怎么做、数据能不能追溯,以及后续复制到同类产线时是否仍然可控。
围绕客户评估时最关心什么,项目团队需要把PCB 装配 AOI 产线的产品节拍、换型频率、缺陷定义、复判责任和停线边界写成可执行清单。RX-230 视觉控制器不是孤立相机或软件,而是要和治具、光源、触发、PLC、边缘计算、本地存储和现场人员动作一起验证。这样做的价值在于把技术分析从方案口号变成现场能复盘的工程证据。
从设备侧看,关键不是单个算法参数多先进,而是相机视野、光源入射角、产品姿态、振动、粉尘、反光、温漂和气动动作是否稳定。若这些输入没有被锁定,后续再多模型训练也会被现场波动抵消。因此文章需要解释设备边界、环境边界和人员操作边界,让采购、工程、质量和维护团队能用同一套语言沟通。
从数据侧看,RX-230 视觉控制器应把原图、结果图、批次、配方、模型版本、工单、报警、复判和剔除信号形成同一条记录链。断网时本地检测、留证和剔除动作仍要继续,联网后再把治理数据同步到云端或 MES。这样的设计既适合边缘自治,也能支撑后续质量追溯、客户稽核和跨线复制。
从验收侧看,不能只用一次成功截图证明技术分析已经完成。更合理的写法是列出连续运行时间、节拍裕量、误剔率、漏检风险、异常恢复、权限控制、样件覆盖、报表字段和维护周期。只有把这些指标放进同一份验收表,PCB 装配 AOI 产线上的视觉检测系统才不会在投产后变成难以解释的黑盒。
从项目评估看,客户不会只看产品型号,还会追问设备组成、相机光源选型、检测边界、质量追溯、PLC 对接、MES 对接和产线自动化改造风险。客户评估时最关心什么需要把这些问题放回现场条件中说明,让采购、工程、质量和设备团队能判断下一步是否值得推进。